S. f. (Grammaire et Histoire naturelle) est un fil mol, fin, délicat, et leger, qui est l'ouvrage d'un insecte appelé bombyx ou ver à soie.
Les anciens ne connaissaient guère les usages de la soie, ni la manière de la travailler : ils la regardaient comme l'ouvrage d'une sorte d'araignée ou escargot, qui la tirait de ses entrailles, et l'entortillait autour des petites branches des arbres. Ils appelaient cet insecte ser de Seres, nom d'un peuple de Scythie qui le conservaient : c'est de-là que la soie même est appelée sericum. Mais le ser a bien peu de ressemblance avec notre bombyx ou ver à soie ; le premier vit cinq années ; mais le dernier meurt tous les ans, après s'être enveloppé dans une coque ou boule jaunâtre, qui, composée de petits fils attachés en rond, fait ce que nous appelons la soie.
C'est dans l'île de Cos que l'art de façonner la soie a été inventée d'abord, et on en donne l'honneur à Pamphîle fille de Platis. Cette découverte ne fut pas longtemps inconnue aux Romains. On leur apportait la soie de Sérica qui était le lieu où on trouvait les vers qui la produisent. Mais ils étaient si éloignés de tirer avantage de cette découverte, qu'on ne put pas venir à bout de leur faire croire qu'un fil si beau était l'ouvrage d'un ver, et qu'ils formaient là-dessus mille conjectures chimériques.
Cet entêtement fut cause que la soie fut une marchandise bien rare chez eux pendant plusieurs siècles. On l'achetait même au poids de l'or ; de sorte que Vopisque rapporte que l'empereur Aurélien refusa à l'impératrice son épouse une robe de soie qu'elle lui demandait avec beaucoup d'instance, par la raison qu'elle couterait trop. Dans la suite, deux moines arrivant des Indes à Constantinople en 555, apportèrent avec eux une grande quantité de vers à soie, avec les instructions nécessaires pour faire éclore les œufs, élever et nourrir les vers, pour en tirer la soie, la filer et la travailler : après quoi on établit pour cela des manufactures à Athènes, à Thebes et à Corinthe.
Environ l'an 1130 Roger roi de Sicîle établit une manufacture de soie à Palerme et une autre en Calabre, qui furent dirigées par des ouvriers qui faisaient partie du butin qu'il avait remporté d'Athènes, Corinthe, etc. dont ce prince avait fait la conquête dans son expédition de la Terre-sainte. Insensiblement, ajoute Mézeray, le reste de l'Italie et de l'Espagne apprit des Siciliens et des Calabrais la manière de gouverner les vers à soie et de travailler la soie : et à la longue, les François par droit de voisinage, commencèrent à les imiter un peu avant le règne de François premier.
Les grands avantages qui revenaient de ces nouvelles manufactures donnèrent envie à Jacques I. roi d'Angleterre de les introduire dans son royaume : il recommanda plusieurs fois du haut de son trône, et engagea ses sujets, dans des termes bien pressants, à planter des muriers, etc. pour la nourriture des vers à soie : mais malheureusement cela ne réussit pas. Cependant il parait par beaucoup d'expériences qu'on trouve dans les Transactions philosophiques et ailleurs, que le ver à soie profite et travaille aussi bien à tous égards dans l'Angleterre, qu'en tout autre endroit de l'Europe.
Le ver à soie est un insecte qui n'est pas plus admirable par la matière précieuse qu'il fournit pour différentes étoffes, que par toutes les formes par lesquelles il passe avant et après s'être renfermé dans la riche coque qu'il se fait lui-même. D'un petit œuf à-peu-près gros comme la tête d'une épingle qui est son premier état, il devient un petit ver d'une couleur blanchâtre et tirant sur le jaune. Dans cet état il se nourrit de feuilles de mûriers, jusqu'à ce que venant en maturité, il s'enferme lui-même dans une coque ou enveloppe de soie de la grosseur et de la figure d'un œuf de pigeon ; et se change en chrysalide. Il reste dans cet état sans aucun signe de vie ou de mouvement, jusqu'à ce qu'enfin il sort de cet état pour devenir un papillon ; et se fait ensuite un passage à-travers son tombeau de soie. Après quoi cessant réellement de vivre, il se prépare à soi-même une autre vie par les petits œufs ou la semence qu'il pond, et que la chaleur du printemps aide à éclore. Voyez INSECTE.
Aussitôt que le ver à soie a acquis la grosseur et la force nécessaires pour faire sa coque, il fait sa toîle ; car c'est ainsi qu'on nomme ce tissu leger qui est le commencement et le fondement de cet ouvrage admirable : c'est à quoi il emploie le premier jour. Le second jour il forme le commencement de sa coque, et s'enferme dedans avec sa soie. Le troisième jour il est tout à fait caché, et il emploie les jours suivants à épaissir et fortifier sa coque : il travaille toujours avec le même bout, qui jamais ne se casse par sa faute, et qui est si fin et si long, que ceux qui l'ont examiné avec attention, assurent que sans exagérer, la soie que chaque coque contient suffirait pour former la longueur de 6 milles d'Angleterre.
Au bout de dix jours, la coque est dans sa perfection : il faut pour lors la détacher des feuilles de mûrier où le ver l'avait attachée. Mais ce point demande beaucoup d'attention ; car il y a des vers qui sont plus paresseux les uns que les autres : et il est dangereux d'attendre qu'ils se fassent eux-mêmes un passage, ce qui arrive autour du quinzième jour de la lune.
On conserve les premières coques, les plus fines et les plus fortes, pour en avoir des œufs : on devide les autres avec soin : ou si on veut les garder toutes, ou bien s'il y en a trop pour pouvoir les devider toutes à-la-fais, il faut les mettre quelque temps dans un four dont la chaleur soit moderée, ou bien les exposer plusieurs jours de suite à la plus grande ardeur du soleil, afin de faire mourir l'insecte qui sans cette précaution ne manquerait pas de se faire passage pour sortir et faire usage des nouvelles ailes qu'il a acquises dans la coque.
Ordinairement on ne devide que les plus belles coques. On met à part celles qui sont doubles, ou faibles, ou trop grossières : ce n'est pas qu'elles soient mauvaises ; mais parce que n'étant pas propres pour être devidées, on les réserve pour être filées en écheveau.
Il y a des coques de plusieurs couleurs ; les plus ordinaires sont jaunes, orangées, isabelle, ou couleur de chair. Il y en a aussi quelques-unes qui sont verd de mer, d'autres couleur de soufre, et d'autres blanches : mais il n'est pas nécessaire de séparer les couleurs et les nuances pour les devider à part ; car toutes ces couleurs se perdent dans les autres préparations nécessaires à la soie.
Les différentes préparations que la soie essuie avant que d'être propre à être employée dans les manufactures d'étoffes de soie, sont de la filer, la devider, la passer au moulin, la blanchir et la teindre.
Nous donnerons à la suite de cet article la manière de la filer, devider, passer au moulin, après avoir parlé des différentes sortes de soie. Quant à la manière de la blanchir et de la teindre, nous renverrons à l'article TEINTURE.
On donne à la soie différents noms, suivant les différents états dans lesquels elle est :
Soie crue, est celle qu'on tire de la coque sans feu et sans coction : telle est toute, ou du moins la plus grande partie de celle qu'on fait venir du Levant en Angleterre.
Dans les manufactures de soie en France, la plus grande partie de cette soie crue passe pour être un peu meilleure qu'une espèce de fin fleuret : cependant elle fait un fil luisant, et sert pour les manufactures d'étoffes de moyen prix. Mais les soies crues du Levant, d'où nous tirons la plus grande partie des nôtres, sont extrêmement belles et fines. Cette différence vient de ce qu'en France on jette les meilleures coques dans l'eau bouillante pour les filer et les devider, et on ne fait de soie crue qu'avec le rebut ; au lieu qu'au Levant on ne sait ce que c'est que de filer et devider la soie au feu ; mais on envoie toutes les soies en balle ou paquet, telles qu'elles ont été tirées de dessus les coques, de sorte qu'on ne les distingue que par leurs qualités de fine, moyenne et grosse.
Soie bouillie, est celle qu'on a fait bouillir dans l'eau, afin de pouvoir la filer et la devider plus facilement. C'est la plus fine de toutes les sortes de soies qu'on travaille en France, et on ne s'en sert guère que pour les étoffes les plus riches, comme velours, taffetas, damas, brocards, etc.
Il y a aussi une autre espèce de soie bouillie qu'on prépare à aller au moulin en la faisant bouillir, et qui ne peut pas recevoir cette préparation sans avoir auparavant passé par l'eau chaude.
Il est défendu par les lois de France de mêler de la soie crue avec la soie bouillie, parce que cela ôterait la teinture, et que la soie crue gâte et coupe la soie bouillie.
La soie torse et retorse, est celle qui indépendamment du filage et du devidage, a de plus passé par le moulin et a été torse.
Elle reçoit cette préparation par degré, selon qu'on la passe plus ou moins souvent sur le moulin Cependant, à proprement parler, les soies torses sont celles dont les fils sont tors en gros et retors ensuite différentes fais.
Soie plate, est celle qui n'est point torse, mais qui est préparée et teinte pour faire de la tapisserie ou autres ouvrages à l'aiguille.
Soie d'Orient ou des Indes orientales : celle qu'on appelle proprement ainsi, n'est pas l'ouvrage des vers à soie ; mais elle vient d'une plante qui la produit dans des cosses semblables à celles que porte l'arbre du coton. La matière qui est renfermée dans ces cosses, est extrêmement blanche, fine et passablement luisante : elle se fîle aisément, et on en fait une espèce de soie qui entre dans la composition de plusieurs étoffes des Indes et de la Chine.
Soie de France. Ce n'est que dans les provinces les plus méridionales de la France qu'on cultive la soie, qu'on plante des mûriers, et qu'on nourrit des vers à soie. Les principales sont le Languedoc, le Dauphiné, la Provence, Avignon, la Savoye et Lyon. Cette dernière ville fournit à la vérité bien peu de soie de son propre cru ; mais c'est un entrepôt considérable, où les marchands de Paris et des autres villes vont s'en fournir : du-moins ils sont obligés de les faire passer par Lyon, quand même ils les tireraient d'ailleurs, soit par terre ou par mer.
On compte qu'il en entre dans Lyon, année commune, 6000 balles, à cent soixante livres par balle : desquelles 6000 balles il y en a 1400 qui viennent du Levant, 1600 de Sicile, 1500 d'Italie, 300 d'Espagne, et 1200 du Languedoc, de Provence et de Dauphiné.
Dans le temps que les manufactures de Lyon étaient dans un état florissant, on y comptait 18000 métiers employés aux étoffes de soie ; mais elles sont tellement tombées, que même en 1698, il y en avait à peine 4000. Il n'y a pas moins de diminution dans celles de Tours : on y voyait anciennement 700 moulins pour devider et préparer les soies, 8000 métiers occupés pour fabriquer les étoffes, et 40000 personnes employées pour préparer et travailler les soies. Tout ce nombre est réduit à présent à 70 moulins, 1200 métiers, et 4000 ouvriers.
Soies de Sicile. Le commerce des soies de Sicîle est fort considérable : ce sont les Florentins, les Génois et les Luquais qui le font : ils en tirent une grande quantité tous les ans de ce royaume, et principalement de Messine, dont une partie sert à entretenir leurs propres manufactures ; et ils vendent le reste avec profit à leurs voisins les Français, etc. Les Italiens, et surtout les Génois, ont cet avantage sur les autres peuples, que comme ils ont de grands établissements dans cette ile, ils sont regardés comme les naturels du pays, et ne paient point de droits pour les transporter.
La soie qu'on fait en Sicîle est en partie crue, et le reste est filé et mouliné ; pour cette dernière espèce, celle qui vient de Sainte-Lucie et de Messine est la plus estimée. Les soies crues qui ne sont point travaillées s'achetent toujours argent comptant ; les autres se vendent quelquefois en échange d'autres marchandises.
Soies d'Italie. Les soies qu'on tire d'Italie, sont en partie travaillées, et en partie crues sans être travaillées. Milan, Parme, Luques et Modène n'en fournissent que de la dernière espèce : Gènes beaucoup de la première ; Boulogne fournit des deux sortes.
Les soies d'Espagne sont toutes crues ; et on les fîle et on les mouline, etc. en Angleterre, à proportion des ouvrages auxquels on les destine.
Les soies de Turquie sont toutes crues : nous trouvons dans le commerce des soies du Levant un avantage qui manque dans celles de Sicîle ; c'est que les dernières ne peuvent venir que dans une saison particulière de l'année ; au lieu que les premières peuvent être amenées en toutes saisons. On les tire d'Alep, de Tripoli, de Sayde, de l'île de Chypre, de Candie, etc. Mais la principale ville de commerce, particulièrement pour les soies de Perse, est Smyrne. Les soies y arrivent en caravanes, depuis le mois de Janvier jusqu'à celui de Septembre : les caravanes de Janvier sont chargées des plus fines soies ; celles de Février et de Mars les apportent toutes indifféremment ; et celles des autres mois ne se chargent que des plus grossières.
Elles viennent toutes des différentes provinces de Perse, principalement de celles de Quilan et Schirevan, et de la ville de Schamachia, qui sont situées près des bords de la mer Caspienne : un auteur hollandais prétend que ces trois places ne fournissent pas moins de 30000 balles de soie par an. Ardeuil ou Ardebil, autre ville de Perse qui n'est pas éloignée des pays où on fait la soie, est le lieu où on la dépose, et d'où les caravanes prennent le chemin de Smyrne, d'Alep et de Constantinople : et cette ville et celle de Schamachie ont toujours été regardées comme le centre du commerce de la soie, quoiqu'on ait tâché plusieurs fois de l'éloigner de Smyrne et de la Méditerranée, en faveur de l'Archangel et de la mer Blanche, en les transportant à-travers la Moscovie par le Volga et la Dwina, qui sont deux fleuves qui traversent les principales provinces de ce vaste empire.
Ce nouveau cours des soies de Perse en Europe fut d'abord proposé par Paul Centurien, génois, au czar Basile, sous le pontificat de Léon X. Les François eurent le même dessein en 1626. Le duc d'Holstein envoya en 1633 des ambassadeurs à la cour de Perse précisément dans le même dessein ; et en 1668, le czar Alexis Michel fit lui-même cette entreprise ; mais il en fut détourné par la révolte des Cosaques et par la prise d'Astracan.
En 1668, le commerce des soies de Perse fut un peu détourné de Smyrne à cause d'un tremblement de terre qui bouleversa toute la ville ; et sans-doute cette translation de commerce se serait faite, sans les puissants moyens que les Turcs mirent en œuvre pour l'empêcher. Quoiqu'il en sait, Smyrne est toujours demeurée dans son ancienne possession ; et les différentes nations de l'Europe continuent toujours d'y envoyer leurs flottes, et d'en transporter les soies : et les choses resteront sans-doute dans cet état, à moins que les conquêtes que le dernier czar a faites le long de la mer Caspienne, ne mettent ses successeurs en état d'exécuter ce grand projet que lui-même a eu certainement en vue.
Soies de la Chine et du Japon. Différentes provinces de la Chine sont si abondantes en meuriers, et d'un climat si favorable aux vers à soie, qu'on ne saurait concevoir combien elles produisent de soie ; la seule province de Tchekiam pourrait suffire à en fournir toute la Chine, et même une grande partie de l'Europe. Les soies de cette province sont les plus estimées, quoique celles de Nanquin et de Canton soient excellentes.
Le trafic des soies est le principal commerce de la Chine, et celui qui occupe le plus de monde. Mais les marchands européens qui y trafiquent, surtout en soies travaillées, doivent bien prendre garde au filage, etc. parce que ces soies sont sujettes à avoir beaucoup de dechet, comme la compagnie française des Indes orientales l'a éprouvé depuis peu à ses dépens.
Le Japon ne fournirait pas moins de soie que la Chine, si les Japonais, qui sont un peuple barbare et soupçonneux, n'avaient interdit tout commerce avec les étrangers, surtout avec les Européens, excepté la Hollande, qui y est reçue dans des termes impies que Tavernier rapporte, mais que nous ne pouvons pas croire. Aussi les Hollandais se sont efforcés de se disculper par la plume de plusieurs écrivains fameux.
Les soies des états du grand-mogol viennent toutes de Kasem-Bazar, ville située dans le milieu des terres, d'où elles sont transportées par un canal de quinze lieues dans le Gange, d'où elles sont encore transportées à quinze autres lieues plus avant jusqu'à l'embouchure de la fameuse rivière de l'Indostan. La soie de Kasem-Bazar est jaunâtre, comme sont aussi celles de Perse et de Sicîle ; il n'y en a point, du moins que nous connaissions, qui soit naturellement blanche, si on en excepte celle de Palestine. Quoiqu'il en sait, les Indiens la blanchissent avec une lessive faite des cendres d'un arbre qu'on appelle le figuier d'Adam. Mais comme cet arbre est fort rare, les Européens sont forcés de prendre la plus grande partie de leurs soies dans leur couleur naturelle qui est jaune.
On prétend que Kasem-Bazar seule produit tous les ans 22000 balles de soie du poids de 100 livres chaque balle. Les Hollandais en achetent la plus grande partie ; mais ils ne l'apportent point en Europe, non plus que celles du Japon ; mais ils la donnent en échange d'autres riches marchandises, comme particulièrement des lingots d'argent, etc.
Tirage de soie. Première opération de cette matière importante. Pour tirer la soie on s'est attaché à la méthode des Piémontais, par la réputation qu'ils se sont acquis de faire mieux que les autres nations ; on a même jugé à-propos de donner une idée des différentes qualités des cocons qui sont produits par le ver, avant que de détailler les parties dont le chevalet est composé.
Lorsque les cocons sont tirés des bruyeres où on fait monter les vers, il faut séparer les bons d'avec les mauvais, c'est-à-dire, ceux qu'on appelle chiques, et en Piémont chochetti, qui sont tachés, ou dont le ver est mort ou fondu. (Article 3. du règlement de Piémont pour la filature des cocons, du 8 Avril 1724). On doit encore séparer dans les bons les cocons fins d'avec ceux qui sont doubles, c'est-à-dire, les cocons formés par deux vers ensemble, parce que les derniers ne peuvent produire qu'une soie très-grossière ; enfin dans les cocons fins, on doit encore séparer les cocons satinés ou veloutés de ceux qui ne le sont pas. Ces différentes qualités de cocons doivent être tirées séparément ; il est à observer que les cocons satinés ou veloutés demandent un degré de chaleur plus tempéré à l'eau de la bassine, que ceux qui sont fins ; les différentes opérations démontrent la nécessité de tirer les cocons séparément, parce que ce mélange de cocons se trouvant réuni, ne peut que causer une imperfection dans la matière qui en est tirée.
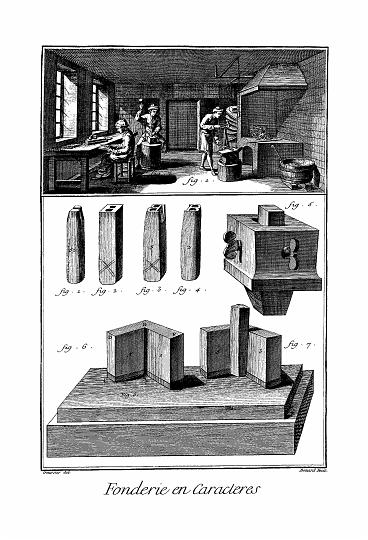
Lorsque les cocons sont tirés ou séparés, il faut avoir soin de les passer au four lorsqu'il est un peu chaud, ou les exposer à la chaleur vive du soleil afin de faire mourir le ver qui y est renfermé, sans quoi au bout de 18 ou 20 jours, le ver changé en papillon percerait le cocon, qui par-là se trouverait hors d'état de fournir la soie au tirage, attendu que le trou aurait coupé tous les brins qui le composent. Les cocons qui ne sont pas passés au four servent à fournir les papillons qui font la graine dont se tire le ver. Les cocons ronds produisent des papillons mâles, et ceux qui sont pointus des papillons femelles. Cela fait, on a deux machines, l'une est un fourneau avec sa chaudière, l'autre est un dévidoir. L'ouvrier est assis près du fourneau, jette dans la chaudière pleine d'eau qui est sur le feu, qu'il a déjà fait chauffer et même bouillir, l'entretenant ensuite à un certain degré que l'expérience seule peut déterminer, une poignée ou deux de cocons qui ont été bien nettoyés de la substance grossière qui les environnait ; ensuite il remue le tout fort vite avec des brins de bouleau liés ensemble, et coupés comme une brosse. Quand la chaleur et l'agitation ont démêlé les bouts de soie des cocons, ils prennent aux brins du bouleau, et l'ouvrier les sort dehors en tortillant à la fais, 9, 10, 12, 15, 16 bouts de soie ; il en forme un fil qu'il porte sur le dévidoir qu'on a représenté dans nos Planches.
La fig. A représente la fille qui tire la soie, et qui conduit les opérations du tirage. La fig. B celle qui tourne l'hasple ou le devidoir sur lequel se ferment les écheveaux. La fig. C représente les quatre pieds qui soutiennent le châssis ou carré long de 4 pieds environ sur environ deux pieds et demi dans le haut, et 2 pieds du côté de la tireuse de soie. La fig. E représente les quatre piliers, que les Piémontais nomment fantine, dont deux soutiennent l'hasple ou devidoir, et les deux autres l'épée ou va-&-vient. Les piliers qui soutiennent l'hasple doivent être éloignés de ceux qui soutiennent le va-&-vient de 2 pieds liprandi, ou 38 pouces de notre mesure (mesure de Piémont, qui contient 12 onces, qui sont 18 pouces de notre mesure), afin que la distance de l'hasple à la bassine puisse conduire le fil plus sec et mieux conditionné sur l'hasple. (Art. 6. du règlement de Piémont, du 8 Avril 1724.) La fig. F représente l'hasple ou devidoir sur lequel la soie est formée en écheveau. La fig. G représente la manivelle du devidoir. La fig. H l'arbre du devidoir, au bout duquel et en-dedans du pilier est un pignon de bois I, composé de 22 dents, qui engrene à une roue taillée comme une roue de champ, appelée campana en langage piémontais, marquée K, attachée à une pièce de bois arrondie, marquée L, au bout de laquelle est une autre roue de champ, marquée M, de 22 dents, qui engrene à un autre pignon, marqué N, composé de 35 dents, sur lequel est un excentrique, marqué O, qui entre par une pointe recoudée en équerre dans un trou qui est à l'extrémité du va-&-vient, marqué P, qui de l'autre côté entre dans une coulisse, où il a la liberté d'aller et venir sur une même ligne. La fig. Q représente deux fils de fer recourbés en anneaux ouverts, que l'on appelle griffes, dans lesquels la soie est passée d'une part et de l'autre à une lame de fer percée, marquée R, et adhérente à la bassine ou chaudière, marquée S, dans l'eau de laquelle sont les cocons, qui est posée sur un fourneau marqué T.
La figure marquée V, représente les fils composés de plusieurs brins de cocons croisés (art. 4. du règlement de Piémont), dans la partie marquée Y, entre la lame et les griffes, pour former l'écheveau marqué Z. La fig. a représente un petit balai avec lequel on fouette les cocons b, lorsqu'ils commencent à être chauds, afin de trouver le brin de chaque cocon ; ce qu'on appelle en terme de l'art, faire la battue.
La fig. 2 représente le plan de la première ; la fig. 3. la partie du chevalet et de l'hasple en face, et la fig. 4. le devant du même chevalet en face ; la fig. 5. représente le pignon de 35 dents, auquel est joint l'excentrique marqué O ; la fig. 5. représente une manne pleine de cocons.
Ces tours ou chevalets dont on se sert en France ne sont point composés comme ceux de Piémont, quant au mouvement ; ceux de France n'ont ni roue, ni pignons pour conduire le va-&-vient, mais seulement une corde sans fin, laquelle passant dans une cavité de l'arbre de l'hasple dans l'endroit où est le pignon I, vient embrasser une poulie cavée placée dans la partie où se trouve placé le pignon N, sur laquelle est posé l'excentrique O, et au moyen du mouvement que la tourneuse donne à l'hasple, l'extension de la corde le donne au va-&-vient.
L'art. 15. du règlement de Piémont défend absolument l'usage des chevalets à corde, proibendo onninamente l'uso di cavaletti à corda, sous peine d'amende ; il faut en expliquer la raison, de même que celle qui veut qu'on croise les fils comme ils paraissent par la fig. Y.
Chaque fil de la soie tirée est composé de plusieurs brins de cocons ; les fils les plus fins sont composés de 4 et 5 cocons ; les plus gros de 25 et 30. Cette façon de les croiser sert à les unir tellement ensemble, que tous ces brins réunis ne composent qu'un fil, qui par cette opération acquiert toute la consistance nécessaire pour l'emploi auquel il est destiné ; elle l'arrondit et le déterge de façon, qu'aucun bouchon ou bavure ne peut passer à l'écheveau, qualité nécessaire pour former un parfait organsin ; on croise les fils les plus fins 18 à 20 fois au moins (art. 4. du règlement de Piémont), et on augmente les croisements à proportion de leurs grosseurs.
Outre ces croisements de fils sur eux-mêmes, il est encore une façon de les faire croiser séparément lorsqu'ils viennent sur l'hasple pour former des écheveaux, et c'est ici le point fondamental de la perfection que les Piémontais se sont acquise, et qui est tellement connu de toute l'Europe, qu'il n'est point de fabriquant dans cette partie du monde, qui ne soit obligé de convenir que les organsins (ce sont les soies qui servent à faire les chaînes ou toiles des étoffes de soie), composés avec la soie du tirage du Piémont, sont les plus beaux et les meilleurs de ceux qui se font dans cette partie du monde. Ces croisements doivent former une espèce de zig-zag sur le dévidoir, tellement irrégulier qu'un brin ne puisse pas se trouver sur un autre brin, attendu que la soie qui vient de la bassine ou chaudière, qui n'est qu'une gomme ductile, n'étant pas seche, se collerait sur un autre fil si elle le joignait dans sa longueur, ce qu'on appelle en terme de l'art, bout-baisé ; il est donc d'une conséquence extraordinaire d'éviter ces baiséments de fil, afin de faciliter le dévidage de la soie, et empêcher les cassements de fils, qui ne peuvent être raccommodés que par des nœuds, qui dans les étoffes fines, comme les taffetas unis, ne peuvent passer dans les peignes fins où la soie est passée ; de façon que s'il était possible de trouver une chaîne ou toîle qui n'en eut aucun, on serait sur de faire une étoffe parfaite.
La méthode des Piémontais pare aux inconvénients qu'on vient de démontrer, qui consistent dans la difficulté du devidage de la soie lorsqu'on veut la préparer pour organsin ou pour trame ; elle empêche encore la cause du vitrage, défaut le plus commun et le plus rebelle de tous ceux qu'on éprouve dans la filature. On en distingue douze plus ou moins nuisibles. Le vitrage est un arrangement vicieux des fils sur le devidoir, causé par le mouvement du va-&vient, dont la variation répétée trop souvent les fait trouver dans la même place, et les attache ou fait baiser, de façon que le devidage en est toujours difficultueux, et le déchet ou diminution de la soie très-considérable. Un habîle homme pense avoir trouvé la façon de corriger ce défaut (gazette d'Avignon, du 28 Janvier 1749), en se servant des chevalets, à la manière de ceux de France ; mais comme il n'est pas bien démontré, et qu'il exige encore le concours d'une habîle tourneuse, on ne pense pas devoir s'arrêter à ce principe.
Le mouvement des tours ou chevalets dont on se sert en France étant composé du seul jeu, comme on l'a observé, il n'est pas possible qu'une seule corde qui donne le mouvement au va-&-vient, puisse produire le même effet que produiront des roues semblables à celles dont est composé le chevalet ou tour de Piémont ; un mouvement qui se fait par des roues à dents sera toujours plus juste et plus égal que celui à cordes et à poulies : le premier peut se mesurer, diviser et distribuer à telle proportion que l'on veut ; on peut en déterminer et fixer les gradations par le nombre des dents dont il est composé, et l'on est en état à chaque instant de compter ces gradations jusqu'à la plus petite réduction ; ce que l'on ne saurait faire dans le second mouvement, la corde ni les poulies n'étant pas susceptibles de cette ponctuation géométrique qui serait requise pour en mesurer et distinguer les progressions : d'ailleurs un mouvement composé est bien plus multiplié et varié qu'un mouvement simple, cela est clair.
Enfin il n'est pas de doute que pour former sur l'hasple ou devidoir les croisements en zig-zag qui empêchent qu'aucun fil de la soie ne se couche sur l'autre, il faut un mouvement extrêmement multiplié et varié, et qui renferme en lui-même une irrégularité représentative aussi-bien que productive de ces zig-zags, ce qui ne se rencontre ni ne peut se rencontrer que dans le rouage de la machine de Piémont.
Le pignon de l'hasple de cette machine a 22 dents qui s'engrenent à une roue, non pas de 22 dents aussi, ce ne serait-là qu'un mouvement simple, mais de 25 dents ; cette irrégularité, dans le nombre des dents, en engendre nécessairement une dans le mouvement qui n'est appelé un jeu (art. 15. du règlement de Piémont, 8 Avril 1724.), chez les Piémontais, qu'à cause de cette irrégularité même. La roue du va-&-vient de 35 dents reçoit le mouvement d'une roue de 22 dents, seconde irrégularité qui forme un second jeu, cette double irrégularité de mouvement s'entretenant exactement par la correspondance d'entre le va-&-vient et l'hasple qui lui donne le branle forme un mouvement intégral dont l'effet est d'imiter et de suivre, dans la décomposition du cocon, la même méthode que le ver-à-soie a employée à le composer ; car c'est un point de fait constant entre les naturalistes et les artistes, que la soie du cocon y est filée en zig-zags pareils à ceux que le tour du Piémont fait former sur son hasple, et que par conséquent l'opération de ce tour est une imitation de la nature dont l'industrie du ver instruit par elle est le prototype.
Ces deux mouvements disposés, comme il vient d'être démontré, sont mesurés de façon qu'auparavant qu'ils puissent recommencer au même point d'où ils sont partis, l'hasple doit faire 875 tours. Or il n'est pas possible que pendant l'intervalle de cette quantité de tours que le vent de l'hasple fait sécher, il puisse arriver que le fil qui prend la même place qu'il a occupée en commençant les 875 tours, se colle avec celui qui l'a précédé parce qu'il doit être extrêmement sec.
On pourrait donner le règlement du Piémont en entier concernant le tirage des soies, traduit de l'italien très-exactement, avec des notes sur la nécessité d'observer tous les articles qu'il contient
Observations sur l'art de tirer la soie de dessus le cocon, où l'on démontre l'importance de cet art, et que la machine dont se servent les Piémontais pour le tirage, est la seule qui y convienne. Il n'est point d'art, dont les prérogatives et la perfection ne dépendent de certaines opérations élémentaires et primitives qui influent sur toutes les opérations subséquentes, aussi nécessairement que la cause influe sur son effet.
Tel est entr'autres, l'art de manœuvrer et fabriquer la soie, dont l'opération élémentaire et primitive est le tirage, ou la façon de la tirer de dessus le cocon qui la produit. Cette opération a un rapport si essentiel à celles qui concernent la manœuvre et la fabrication de la soie, et des étoffes dans la composition desquelles la soie entre, que c'est de son plus ou moins de perfection, que dépend le plus ou le moins de facilité et de succès de la préparation de la soie, et dans la fabrication desdites étoffes ; c'est une vérité justifiée par l'expérience de toutes les manufactures en soie, et par la réputation que les Piémontais se sont acquise dans toute l'Europe, pour ce qui concerne le tirage des soies, dans lequel ils excellent et l'emportent sur les autres nations. En effet, cette réputation est telle, qu'il n'est point de fabriquant qui ne soit obligé de convenir qu'il est impossible de faire une étoffe parfaite, surtout dans l'uni, sans le secours des organsins, ce sont les soies dont on forme la chaîne des étoffes, composés avec la soie du tirage du Piémont, tout autre tirage lui étant de beaucoup inférieur.
De-là, il est aisé de conclure qu'en France ni ailleurs, on n'atteindra jamais à la perfection de ce tirage qu'en imitant la pratique des Piémontais ; pratique d'autant plus sure, qu'elle est une imitation de la nature, et que les nouvelles machines que l'on a voulu introduire en France, ne sont elles-mêmes qu'une imitation, mais imparfaite de celle de Piémont ; c'est ce que l'on Ve développer : le détail est indispensable.
Les cocons dont on veut tirer la soie étant triés, afin de ne tirer qu'une même espèce de soie de plusieurs cocons à la fois ; on les passe au four pour faire mourir le ver qui y est renfermé. Cela fait, on les jette dans une chaudière qu'on appelle en terme de l'art, bassine, pleine d'eau chaude, dont la chaleur est entretenue dans un certain degré par un fourneau sur lequel on la met. Une ouvrière en démêle les premiers brins ou fils, en les fouettant dans cette eau avec un petit balai ; les brins ou fils démêlés, elle les divise en deux portions égales, qu'elle croise l'une sur l'autre quinze ou dix-huit fois pour les soies les plus fines ; et à plus grand nombre de fois à proportion de leurs grosseurs.
Ces croisements qui se font entre une lame de fer fixe et adhérente à la bassine, d'une part ; et deux fils de fer recourbés et attachés à une lame de bois, dont on parlera dans un moment, d'autre part, sont d'une nécessité absolue pour unir inséparablement les fils de chacun de ces deux brins croisés, en les dévidant sur le tour dont on parlera aussi ci-après, afin de leur donner la consistance et la force nécessaires pour être mis en œuvre.
Première utilité de ces croisements ; ils contribuent encore à rendre les soies nettes, parce qu'ils les détergent et ils les arrondissent également, de la même façon que pourrait faire une filière, en sorte qu'il ne peut passer aucun bouchon entre les croisements de cette espèce ; on appelle bouchons les inégalités et grosseurs qui se rencontrent dans les fils. Seconde utilité de ses croisements.
On attache chacun de ces brins à un tour ou devidoir que l'on nomme hasple, sur lequel une autre ouvrière en dévide jusqu'à une certaine quantité, dont l'on forme des écheveaux ; mais comme les écheveaux doivent être encore devidés pour préparer la soie sur le moulin ; il s'agit lors du premier dévidage, de parer aux inconvénients qui peuvent se rencontrer dans le second. Ces inconvénients sont, la difficulté dans ce second devidage, le cassement des fils, et le déchet par conséquent que ce cassement occasionne ; ce qui rend ce second devidage d'autant moins fructueux qu'il est plus défectueux, en ce que ces soies d'un côté demeurent plus longtemps à être devidées, et que d'un autre côté étant cassées, elles ne peuvent être nouées si proprement que ce nœud ne les rende inégales dans leur grosseur ; et cette défectuosité originelle non-seulement se continue dans la préparation de la soie et dans la formation de l'organsin, mais encore elle se perpétue jusque dans la fabrication de l'étoffe, sans pouvoir être corrigée par aucune industrie ; parce que ces nœuds ne pouvant passer par les dents des peignes, la soie se casse une seconde fois : il faut donc la renouer une seconde fois au-delà des dents du peigne, ce qui fait nécessairement une imperfection qui s'aperçoit, moins à la vérité dans une étoffe brochée, que dans une étoffe unie ; mais qui n'en est pas moins un vice et un défaut, soit que les premiers nœuds puissent passer ou non par les dents du peigne ; la chose est sensible.
Tous ces inconvénients partent d'une même cause qui est que la soie, lors du premier devidage, n'a pas été croisée sur le tour ou hasple ; car outre les premiers croisements dont on vient de parler, il en faut encore d'autres qui se forment sur cet hasple, à mesure que la soie s'y dévide. Ce sont ces nouveaux croisements qui rendent aisé le second devidage, et empêchent le cassement des fils, et par conséquent leur déchet ; c'est ici où se réduit toute la difficulté du tirage, et le point essentiel et délicat de cette main-d'œuvre fondamentale. La nécessité de l'expliquer le plus clairement qu'il sera possible, fait passer pardessus la crainte d'être prolixe.
La soie que produit le cocon, n'est dans son principe qu'une espèce de gomme ductîle à l'infini ; et comme en la tirant de dessus le cocon, elle est encore en bave, pour ainsi dire, il est nécessaire qu'en sortant de dessus la chaudière pour aller sur le devidoir, elle fasse des mouvements si exactement irréguliers, que les brins ne puissent jamais se joindre ; parce que dès qu'ils se sont une fois touchés et baisés, ils se collent ensemble et ne peuvent plus se séparer ; ce qui fait qu'il est impossible de devider ensuite cette soie mise en écheveaux sans qu'elle ne se casse ; défaut, on ne saurait trop le répéter, d'autant plus essentiel, qu'il influe sur les opérations pour la préparer, mouliner, mettre en organsin, et ensuite en étoffes.
Ces mouvements sont produits par celui d'une lame de bois qui est placée horizontalement au-dessus de la bassine, à environ deux pieds 1/2 de l'hasple : à cette lame sont attachés deux fils de fer recourbés en anneaux ouverts, que l'on appelle griffes, dans lesquels on passe les deux brins déjà croisés, ainsi qu'on l'a expliqué ci-devant.
C'est-là cette lame que les Artistes appellent va-&vient, nom qui en renferme une idée aussi claire que succincte, puisqu'effectivement elle ne fait qu'aller et venir, et cela sur sa longueur, et toujours sur une même ligne ; et ce sont ces allées et venues continuelles qui font que la soie se croise sur l'hasple en forme de zigzag, sans qu'un brin se couche, ni par conséquent se colle sur l'autre : elles doivent donc être ces allées et ces venues extrêmement justes et régulières, pour former par proportion aux tours que fait l'hasple, un mouvement égal de correspondance d'où naissent successivement ces zigzags ; cela n'est pas douteux.
Or la machine de Piémont seule opère cette merveille ; c'est ce qu'il s'agit de démontrer : mais avant de passer outre, il est bon d'observer que les inventeurs de ces nouvelles machines en France, ne prétendent pas qu'elles prévalent à celle de Piémont : c'est déjà un grand point, mais seulement qu'elles l'égalent ; c'est encore quelque chose : car en supposant le fait, c'en est assez pour proscrire leur usage, parce qu'elles coutent plus cher que la machine de Piémont ; mais il faut prouver que ces nouvelles machines n'approchent point de la perfection de celle de Piémont, et par conséquent qu'elles ne l'égalent pas.
La machine ou tour de Piémont que l'on appelle chevalet, est un châssis composé de quatre piliers de bois qui, joints ensemble par des traverses, forment un carré long de 3 pieds 4 pouces ou environ, sur environ 2 pieds 1/2 de largeur. Dans le haut de ce châssis, et entre les deux piliers est placé l'hasple ou devidoir, composé de quatre ailes, dont le diamètre est de deux pieds ou environ, y compris le diamètre de son arbre ou axe ; dans le bas et au côté opposé aussi entre les deux piliers, est la lame du bois ou le va-&-vient.
A l'un des bouts de l'arbre qui passe dans le pilier du côté droit, est attachée la manivelle de la tourneuse, et à l'autre bout est un pignon horizontal de vingt-deux dents.
Celui des deux piliers entre lesquels est le va-&vient, est attaché d'un bout par un excentrique ; l'autre bout du va-&-vient est passé dans une coulisse ; l'intervalle qui est entre les deux roues ci-dessus, est rempli par une pièce de bois arrondie, à chacune des extrémités de laquelle est une roue de champ, dont l'une qui a vingt-cinq dents s'applique et s'engraine sur le pignon de l'hasple ; et l'autre qui n'en a que vingt-deux sur la roue du va-&-vient.
La tourneuse met le rouage en mouvement, en tournant avec la main la manivelle du devidoir à l'arbre duquel est attaché le pignon, qui est le principe des deux mouvements corrélatifs de l'hasple et du va-&-vient.
Ces deux mouvements sont mesurés, de façon qu'auparavant qu'ils puissent recommencer au même point d'où ils sont partis, l'hasple doit faire 875 tours.
Le fameux règlement de Piémont, donné ad hoc au mois d'Avril 1724, exige indispensablement dans la structure des tours à filer ou devider la soie, ce nombre de roues et de dents.
Li cavaleti, porte l'article 15. provisti de loro guiochi necessari perle devute guerociature per ogni guiocho : avère il pagnone di denti 25, campana grossa di 25, stello dellaspa e campana piccola di denti 22 caduna ; e mantenersi tali ordigni, sempre in istato di buon servizio : c'est-à-dire, " les chevalets seront pourvus de leurs jeux nécessaires pour opérer les croisements susdits, chaque jeu aura, savoir, le pignon 25 dents, la grosse roue 25, l'étoîle de l'hasple et la petite roue 22 chacune ; et il faudra maintenir toujours cet ordre, il sera d'un bon service ".
Cette loi est le fruit des recherches et des découvertes des plus habiles manufacturiers et artistes de Piémont. Il en résulte deux choses ; la première, qui n'est point contestée, que la soie qui se porte sur l'hasple doit continuellement se croiser ; et la seconde, que ces croisements continuels ne peuvent être opérés par un mouvement simple, mais bien par un mouvement double et composé de deux jeux, tels qu'ils sont prescrits par cette ordonnance.
L'on sent déjà au premier coup-d'oeil que ce rouage établit d'un côté l'identité continue de chaque mouvement de hasple et du va-&-vient en soi-même, une dent ne pouvant passer devant l'autre, et d'un autre côté la correspondance et la réciprocité entre ces deux mouvements. On Ve les particulariser et en expliquer les propriétés, en faisant la comparaison des nouvelles machines avec celle de Piémont.
Les machines nouvellement inventées, l'une par le sieur V *** l'autre par le sieur R *** fabriquant en bas, et la troisième par le sieur le M *** inspecteur des manufactures de Languedoc, telles qu'elles sont décrites dans le procès-verbal d'épreuves qui en ont été faites au mois d'Avril 1745 dans l'orangerie de M. le Nain intendant de Languedoc, en sa présence et en celle de plusieurs artistes. Ces machines, disons-nous, imitent bien en quelque façon celle de Piémont, comme on l'a déjà observé ; en effet, leur structure est la même, et l'on y fait aussi de même les premiers croisements dont on a parlé ci-devant, qui se font entre la bassine et la lame de fer. L'hasple ou devidoir et le va-&-vient sont aussi à quelque chose près, les mêmes que ceux de la machine de Piémont ; mais au-lieu d'un mouvement de rouage, elles n'ont qu'un mouvement à cordes et poulies ; et au-lieu d'un mouvement composé, elles n'en ont qu'un simple : et c'est précisément cette différence de mouvement, l'un composé et à roues, et l'autre simple et à corde et poulies, qui fait que le premier est constamment uniforme en soi-même, et dans la correspondance et réciprocité de l'hasple au va-&-vient, et que le deuxième est aussi inégal en soi que dans cette correspondance de l'hasple au va-&-vient ; et de-là nait la perfection du tirage qui se fait par le mouvement à roues, et l'imperfection de celui qui ne s'opère qu'avec un mouvement à corde et poulies.
On en trouve la preuve écrite dans le procès-verbal même du mois d'Aout 1745, ci-dessus énoncé. Les sieurs le M *** et R *** qui l'ont dressé conjointement, y reconnaissent en termes formels que l'inégalité et la cessation de la tension de la corde dans les temps secs causent l'inégalité et la cessation du mouvement du va-&-vient. Voilà donc un défaut radical dans ce mouvement à corde, de l'aveu même de ses auteurs, qui ne se rencontre, ni ne peut se rencontrer dans un mouvement à rouage.
Il est bien vrai qu'on prétend, selon ce procès-verbal, qu'il est remédié à ce défaut, du-moins dans le tour du sieur V *** par un contrepoids qui tient la corde tendue. Mais 1°. l'efficacité de ce remède n'est que conjecturale, on veut dire qu'elle n'est pas bien établie. En effet ce contrepoids ne saurait empêcher que les poulies ne se liment peu-à-peu dans leurs rainures par le frottement continuel de la corde, et que la corde aussi ne s'amincisse, tant par ce frottement que par celui qu'elle souffre sur elle-même, étant croisée ; dès-lors le diamètre de ces poulies étant diminué et cette corde amincie, glissant plus ou moins légèrement, il en résulte nécessairement une inégalité de mouvement.
2°. Pourquoi recourir au remède, quand on peut éviter le mal dans sa source ? Qui détruit la cause, détruit l'effet. Le mouvement est fixé invariablement par le rouage dans la machine de Piémont ; il faut donc se servir de rouage sans recourir à des voies qui le rendent inégal, et qui elles-mêmes ont besoin d'un correctif, dont, encore un coup, l'effet est douteux tout-au-moins, s'il n'est pas démontré tout à fait impuissant.
Les sieurs le M *** et R *** confessent encore dans ce même procès-verbal, que le plus grand défaut de la construction d'un tour est d'occasionner le cassement des fils, et ils ont raison : or il est constant que lors des épreuves les fils se sont plus souvent cassés sur le tour du sieur V *** que sur les autres ; voilà donc conséquemment aux principes et de leur aveu même une des trois nouvelles machines qui ne saurait entrer en concurrence avec les autres, et à plus forte raison avec celle de Piémont : si vinco vincentem te, debeo vincère te.
On a établi ci-devant que les fils qui se couchaient sur l'hasple lors du tirage ou premier devidage, se collaient ensemble, ce qui en occasionnait la rupture lors du second devidage, et conséquemment le déchet, indépendamment de ce que ce second devidage en était plus long et plus difficultueux : le tour du sieur R *** en fournit la preuve. " Proportion gardée, dit le procès-verbal en question en parlant du second devidage, il a été mis plus d'un tiers sur le quart au devidage de l'écheveau filé sur le tour du sieur R *** qu'à celui de tous les autres ; la différence est plus considérable sur le déchet et le nombre des fils rompus, cela est bien clair ; ce qui suit ne l'est pas moins ; mais indépendamment de ces remarques qui peuvent être différentes de celles auxquelles donnera lieu le devidage du moulin, nous avons remarqué qu'il y a eu plus de temps à devider l'écheveau du tour du sieur R *** que ceux des autres : on n'en peut guère attribuer la cause, continue ce procès-verbal, qu'en ce que les fils en étaient collés plus durs aux endroits qui avaient porté sur les ailes des hasples, et qu'ils l'étaient encore un peu dans leur longueur ".
Ces judicieuses remarques épargnent le commentaire, on ne peut rien y ajouter, elles établissent démonstrativement ces trois points : 1°. que les fils de l'écheveau tiré sur le tour du sieur R *** se sont couchés dans les longueurs, et par conséquent collés ; 2°. que ce collage en a occasionné la rupture et le déchet lors du second devidage, indépendamment des inconvénients qui en résulteront lors du devidage du moulin ; 3°. que ce second devidage a été plus long et plus difficultueux : trois défauts essentiels dans les principes mêmes des sieurs le M *** et de R *** car dans le cours des épreuves qu'ils ont faites lors de leur procès-verbal, ils ont reconnu, disent-ils, " que la bonne construction du tour devait avoir principalement pour objet de contribuer à la perfection de la soie, d'empêcher que la soie ne soit difficîle à devider, et ne souffre trop de déchet dans cette opération, etc. ". Le tour du sieur R *** a faussé sa vocation, puisqu'ils ont reconnu que la soie en était difficîle à devider, souffrait plus de déchet, et par conséquent était moins parfaite.
Mais ces défauts, nous disent les mêmes sieurs le M *** et R *** ne sont que de petits défauts (quelle contradiction !) auxquels il sera aisé de remédier ! et comment cela ? c'est ce qu'ils ne savent ni l'un ni l'autre, ou tout-au-moins c'est sur quoi ils n'ont pas jugé à-propos de s'expliquer. La seule et véritable voie de remédier à ces défauts, est de reconstruire un tour d'une nouvelle structure : mais, non, vous répondront-ils. Il faut bien se garder de changer cette ingénieuse structure. Eh, pourquoi cela ? C'est pour lui conserver le grand avantage qu'il a sur les autres tours, qui est d'aller plus vite qu'eux. Quelle erreur ! Cette vitesse, en la supposant, est elle-même un défaut qu'il faut corriger, bien-loin d'être une qualité avantageuse à lui conserver, puisqu'elle empêche que la soie qui passe de la bassine sur l'hasple n'ait le temps de sécher, comme elle fait sur le tour de Piémont, dont le règlement de 1724 n'a prescrit une certaine distance entre les piliers, qu'afin que les fils puissent aller de la bassine sur l'hasple plus secs et mieux conditionnés. Li cavaleti devrano avère le fantine in distansa di due pedi liprandi l'una dall'altra, acciochè dall'aspla al ferro Ve sia contanza tale che li fili.... possano andar sovra l'aspla piu asciuti è miglio conditionati, porte cette ordonnance, article 6. " les chevalets devront avoir les piliers en distance de 2 pieds liprandi (mesure de Piémont de 19 pouces du pied de roi), c'est-à-dire, 3 pieds 2 pouces pied de roi l'un de l'autre, afin que de l'hasple au fer il y ait une telle distance, que les fils.... puissent aller sur l'hasple plus secs et mieux conditionnés ".
Voilà donc encore une des trois nouvelles machines, qui ne mérite pas plus de préférence sur le tour de Piémont que celle du sieur V ***.
Voyons si celle du sieur le M *** aura un meilleur sort.
Cette machine, à proprement parler, n'est point de l'invention du sieur le M ***, mais un tour qui est en usage dans le Languedoc, c'est-à-dire, dont le mouvement est à corde et à poulies, et qui dès lors porte la réprobation sur son front. Le sieur le M *** y a seulement fait ajouter (c'est lui qui parle) " une petite pièce de bois d'un pouce et demi d'épaisseur, clouée sur une des pièces latérales du châssis, au milieu de la ligne que décrit la corde qui embrasse la poulie du va-&-vient à l'arbre de l'hasple. Sur le sommet de cette pièce est une poulie élevée de 4 à 5 pouces au-dessus de la corde, et sur cette poulie passe une petite corde, à un bout de laquelle est attachée une autre petite poulie mobile, sur laquelle roule la corde du va-&-vient ; et à l'autre bout pend un poids pesant 12 onces, qui tendant la corde à laquelle il est attaché, tend aussi la corde du va-&-vient, et en l'élevant en même temps qu'il l'approche du centre de la ligne qu'elle décrit, la fait entrer avec moins de frottement dans la rainure horizontale de la poulie du va-&-vient, et sortir de celle verticale de l'arbre de l'hasple avec moins de frottement ; moyennant quoi, sans rien déranger au tour de Languedoc, il serait remédié, à ce que vous assure le même sieur le M ***, aux inconvénients de l'inégalité et cessation du mouvement de leur va-&-vient, comme dans le tour du sieur V *** ".
Mais en bonne foi cette addition et prétendue correction aux tours de Languedoc pourra-t-elle jamais détruire leur imperfection originelle, et ne se trouvent-ils pas réfutés d'avance par tout ce que l'on a dit ci-dessus ?
Tout mouvement à corde et à poulies est impuissant pour produire cette constante et invariable irrégularité des mouvements, tant du va-&-vient et de l'hasple, chacun en soi, que de leur correspondance également uniforme dans son irrégularité. Cela présupposé comme incontestable, ce mouvement double et composé de deux jeux est une merveille qui ne peut s'opérer que par le mystérieux rouage des tours de Piémont. Les sieurs le M ***, V ***, R ***, et tous les auteurs des mouvements à corde et poulies, ou mouvements simples, ne tomberont-ils pas dans une perpétuelle pétition de principes, lorsqu'ils s'obstineront à prétendre d'imprimer par quelque addition et par quelque correctif que ce soit à un mouvement simple, encore sans le déranger, la propriété et l'efficacité du mouvement composé d'un double jeu ? La proposition seule heurte les premiers principes du mécanisme ; aussi se trouve-t-elle proscrite par le règlement de Piémont qu'on a déjà cité, qui défend l'usage des tours à corde, et inflige même la peine de 25 liv. d'amende pour chaque tour contre les fabriquans qui s'en serviront. Sotto pena, porte l'article 6. alli padroni delle filature di l. 25. per caduno cavalleto differentamente disposto ; et article 14. proibendo omninamente l'uso di cavaleti à corda ; défense de se servir des chevalets à corde, tels que celui d'aujourd'hui du sieur Vaucanson : il tutto sotto la pena susdetta ; sous peine aux maîtres de filature de 25 liv. par chaque chevalet différemment construit ; défendant absolument l'usage des chevalets à corde, de quelque façon qu'ils puissent être construits, quelque correctif qu'on y ajoute, et sous quelque prétexte que ce sait, car c'est là l'idée que renferme cet omninamente, le tout sous la peine susdite. D'où il faut conclure que l'invention du sieur le M *** n'empêche pas que son tour ne soit rangé dans la même classe que ceux des sieurs V *** et R ***.
Les auteurs et les partisans des tours à corde, n'objecteront peut-être pas que la prohibition de ces tours, portée par une ordonnance de Piémont, ne fait pas loi en France ? L'objection serait risible et indécente : on ne la rapporte pas ici comme une autorité légale : c'est au roi seul, souverain législateur de son royaume, à lui en imprimer le caractère, si sa majesté le juge à propos, comme il y a lieu de l'espérer ; mais on la propose seulement comme une autorité de principe pour l'espèce particulière. Les sciences et les arts sont fondés sur des principes qui font loi pour ceux qui les cultivent : il y a autant de danger que de témérité à s'en écarter ; on n'en veut d'autre exemple que les auteurs de nouvelles machines.
Qu'ils ne tirent pas non plus avantage de la gratification qu'ils ont obtenue du conseil, et qu'ils ne la proposent pas comme un préjugé en leur faveur ; cette gratification est bien plus la récompense de leurs recherches que celle de leurs découvertes, et elle fait bien moins l'éloge de leurs talents que celui des bontés du magistrat qui la leur a obtenue, et de la libéralité du conseil qui la leur a accordée.
Personne n'ignore l'attention du ministère à exciter et à entretenir, par des promesses et par des gratifications, cette noble émulation si nécessaire pour porter les sciences et les arts à leur perfection ; et tout le monde sait avec quel zèle M. le Nain a toujours secondé les vues du ministère sur ce point.
Ce magistrat, bien convaincu que les tours des sieurs V ***, R *** et le M *** n'avaient point corrigé le défaut du vitrage, c'est le nom que l'on donne au collement des fils de la soie sur l'hasple, chargea en 1748 un particulier d'Avignon (a), à qui il connaissait des talents, de chercher le remède à ce défaut ; et quoiqu'il ne l'ait pas trouvé, n'ayant fait que tripler la rainure de la roulette de l'hasple des tours ordinaires, encore exige-t-il le concours d'une habîle tourneuse ; cependant il a éprouvé de la part de M. le Nain la même libéralité dont les sieurs R ***, le M *** et autres précurseurs s'étaient ressentis, et cela parce que du moins il a travaillé tout autant et peut-être plus qu'eux, quoiqu'aussi infructueusement, et qu'il est juste de récompenser des talents qu'on a mis en œuvre, quel qu'en soit le succès, toute peine méritant salaire.
Si un sujet de Piémont, qui se servirait de ces nouveaux tours, bien loin d'être récompensé, est puni d'une amende de 25 livres par chaque tour, sotto pena di l. 25. per caduno cavalleto, les inventeurs de ces tours n'y feraient pas fortune assurément.
L'artiste Comtadin aurait bien plus de raison de s'arroger, sur le fondement de cette récompense, le mérite de son travail et la préférence sur ses concurrents, puisqu'au moins il peut leur opposer cet argument.... Si vous aviez trouvé le remède au vitrage, M. le Nain ne m'aurait pas chargé de le chercher : or il m'en a chargé, donc, etc.
Au reste, il faut discuter le fait par lui-même, et non par des préjugés épisodiques. Les nouvelles machines empêchent-elles le vitrage des soies ? La négative est démontrée par les principes et par l'expérience. Reste à savoir si la machine de Piémont a cette prérogative. L'affirmative est aisée à prouver, d'après les observations ci-dessus.
D'abord elle a pour elle les principes généraux &
(a) Gazette d'Avignon du 28 Janvier 1749.
particuliers. En général tout mouvement qui se fait par le moyen des roues à dents, est plus juste et plus égal que celui à corde et à poulies : le premier peut se mesurer, diviser et distribuer à telle proportion que l'on veut ; on en peut déterminer et fixer les gradations par le nombre des dents dont il est composé, et l'on est en état, à chaque instant, de compter ces gradations jusqu'à la plus petite réduction, ce que l'on ne saurait faire dans le second mouvement, la corde ni les poulies n'étant pas susceptibles de cette ponctuation géométrique qui serait requise pour en mesurer et distinguer les progressions ; la chose est aussi claire qu'incontestable.
2°. Un mouvement composé est bien plus multiplié et varié qu'un mouvement simple : cela s'entend de soi-même : or le mouvement à rouage est un mouvement composé ; par conséquent, etc.
3°. Dans la thèse particulière, on comprend que pour former sur l'hasple ou devidoir ces croisements en zigzags, qui empêchent qu'aucun sil de la soie ne se couche l'un sur l'autre, il faut un mouvement extrêmement multiplié et varié, et qui renferme en lui-même une irrégularité représentative aussi-bien que productive de ces zigzags ; ce qui ne se rencontre, ni même ne peut se rencontrer que dans le rouage en question.
Le pignon de l'hasple a vingt-deux dents qui s'engrenent à une roue, non de vingt-deux dents aussi, ce ne serait-là qu'un même mouvement simple, mais de vingt-cinq dents. Cette irrégularité dans le nombre des dents, en engendre nécessairement une dans le mouvement, qui n'est appelé un jeu par l'ordonnance de 1724, qu'à cause de cette irrégularité même. La roue du va-&-vient de vingt-cinq dents, reçoit le mouvement d'une roue de vingt-deux dents, deuxième irrégularité qui forme un second jeu : cette double irrégularité de mouvements s'entretenant exactement par la correspondance d'entre le va-&vient et l'hasple qui lui donne le branle, forme un mouvement intégral, dont l'effet est d'imiter et de suivre la décomposition du cocon, la même méthode que le ver à soie a employée à le composer ; car c'est un point de fait constant entre les naturalistes et les artistes, que la soie du cocon y est filée en zigzags pareils à ceux que le tour de Piémont fait former sur son hasple, et que par conséquent l'opération de ce tour est une imitation de la nature, dont l'industrie du ver, instruit par elle, est le prototype.
C'est-là cette merveille dont la découverte a couté tant de veilles, de soins et de recherches aux Piémontais (b). Elle n'a point frappé les sieurs le M *** et R ***, parce qu'ils ne la supposaient pas dans un tour qu'ils n'avaient pas envie de préconiser à l'exclusion des leurs. D'ailleurs ils la connaissaient si peu (car on est bien éloigné de les taxer de cette partialité plus opiniâtre qu'aveugle que l'amour-propre inspire aux ouvriers pour leurs productions), qu'ils n'y entendaient pas même mystère, et n'en soupçonnaient point dans ce nombre et dans cet arrangement curieux de roues et de dents. " Le quatrième tour, disent-ils dans leur procès-verbal, est celui que le feu sieur Baron a fait faire sur le modèle de ceux de Piémont ; son châssis est de la même longueur.... L'hasple donne le mouvement au va-&-vient par le moyen d'un arbre horizontal, dont un bout engraine par des dents à l'arbre de l'hasple, et l'autre à un plateau dentelé auquel est attaché le va-&-vient ".
Cette laconique description, ce silence sur le nombre et l'arrangement des roues et des dents du tour de Piémont de la part de gens qui ont pompeusement étalé des inutilités (c) dans les autres tours, provient tout au moins de ce qu'ils ne connaissaient guère ce qu'ils examinaient, ou qu'ils n'examinaient point assez ce qu'ils ne connaissaient pas ; cela est si vrai, qu'ils se sont de même imaginés que ce rouage embarrassait l'opération du tirage (d). Quelle inconséquence !
D'ailleurs une réflexion qui se présente ici d'elle-même, c'est qu'il n'est pas bien certain que la machine du sieur B *** fût un modèle parfait de celle de Piémont. Ce doute est d'autant plus raisonnable, que le témoignage même des sieurs M *** et R ***, de la façon dont ils en parlent, sert plutôt à le confirmer qu'à l'éclaircir, et encore moins à le résoudre.
L'autorité de la chose jugée (e) ne milite pas moins que les principes en faveur du tour de Piémont : enfin il a pour lui l'expérience de toute l'Europe. Muni de tant de titres, peut-on lui refuser une préférence aussi justement acquise ; préférence d'ailleurs dont il a été déjà jugé digne par l'épreuve qui en a été faite en 1748, en présence de Messieurs les intendants du commerce, chez M. le Tourneur, l'un d'eux ?
La perfection de ce tour n'a point échappé aux lumières de M. Rouillé, secrétaire d'état, sous les yeux duquel il a paru. " J'ai Ve (f) dit, ce savant ministre, le tour du sieur Othon, qui est celui du Piémont : j'ai Ve son devidoir, et j'ai été content de l'un et de l'autre ". Cette approbation est un garant assuré de celle qu'on a lieu d'attendre de tous les connaisseurs devant qui l'on renouvellera l'épreuve du tour de Piémont, si le conseil le juge à propos.
L'importance du tirage ou filage de la soie démontrée par lui-même et reconnue par l'unanimité des fabriquans de l'Europe, rien de plus intéressant pour le bien du commerce du royaume en général, et en particulier des manufactures des étoffes de soie qui en sont la branche la plus considérable, que d'assurer la méthode de ce même tirage, par une décision qui prononce irrévocablement sur la préférence que la machine de Piémont mérite sur ses concurrentes. Et comme cette décision doit porter sur ces deux objets, 1°. la structure des tours, 2°. leur utilité ; supposé que le conseil ne trouvât pas, quant à-présent, ces objets ou l'un des deux suffisamment éclaircis, par les raisons expliquées dans ce mémoire, en ce cas rien de plus simple que d'en faire faire la vérification en présence de nosseigneurs les commissaires du conseil, par les députés de l'académie royale des Sciences, conjointement avec ceux du commerce, et des manufacturiers, artistes et connaisseurs.
Cette précaution, qui est conforme à la sagesse et aux maximes du conseil, dissipera jusqu'au doute le plus leger, et acquerra infailliblement à la machine de Piémont une plénitude d'évidence, à laquelle ses adversaires, s'il lui en restait encore alors, ne pourront résister.
Autres observations sur le tirage des soies. Quoique l'explication de la méthode dont les Piémontais se servent pour tirer leurs soies, paraisse suffisante pour parvenir à cette perfection qui leur est commune, il serait néanmoins nécessaire d'établir un ordre, qui, sans exciter les murmures que causent ordinairement les nouveautés, put rendre le public certain de la solidité du grand objet qu'on se propose.
L'ordre qu'on se propose d'établir, pourrait être
(b) On a fait en Piémont plus de roues que n'en contiendraient six tombereaux, auparavant de faire cette découverte.
(c) Voyez la description de l'hasple du tour du sieur R ***, les numérations des dents de deux roues du même tour, une corde finement placée, etc.
(d) Voyez le procès-verbal.
(e) Réglement de Piémont de 1724.
(f) Lettre du 25 Aout 1748 à M. de Fourqueux, procureur général de la chambre des comptes.
une espèce de règlement, qui put concerner toutes les personnes qui s'appliquent à faire des soies, principalement celles dont la mauvaise foi peut donner lieu à de grandes défectuosités dans celles qu'elles font tirer ; il ne peut se trouver que des personnes semblables à qui cette nouveauté donne de la répugnance ; il est nécessaire d'expliquer quels sont les abus qui peuvent se commettre en pareil cas.
C'est un usage constant en France, en Piémont, en Italie, et depuis peu dans le royaume de Naples, que chaque particulier qui fait faire des soies, a la liberté de les faire tirer à sa fantaisie, c'est-à-dire, à tant de cocons, plus ou moins. Cette liberté ne doit point être ôtée à ceux qui en jouissent, crainte de décourager les personnes qui s'appliquent à faire des nouvelles plantations de meuriers. Mais elle entraîne après soi un grand inconvénient, en ce que, excepté néanmoins en Piémont, la soie tirée à 17 cocons est bien souvent vendue dans les foires ou marchés sur le même pied et au même prix que celle qui est tirée à 13 ou à 12 ; celle tirée à 12, comme si elle était tirée à 10 ou à 9, ainsi des autres. C'est au moyen de cette fraude qui échappe aux lumières des plus fameux connaisseurs, par la finesse de la soie tirée, que tous les organsins de l'Europe, autres que ceux de Piémont, ne sont jamais portés à cette perfection si nécessaire pour celle des étoffes, si l'on en excepte néanmoins certaines fabriques, qui ayant des fonds assez considérables pour acheter dans le temps de la récolte la quantité de cocons dont elles peuvent faire l'emploi pendant le courant de l'année, sont en état de fournir une quantité proportionnée d'organsin égal et bien suivi auquel on donne communément le nom d'organsin de tirage.
Indépendamment de la fraude qui peut être mise en pratique dans le tirage des soies, concernant la quantité de brins supposée, la croisade si nécessaire pour l'union des brins qui composent le fil, et si utîle pour parvenir à faire un bel organsin, ne peut-elle pas être négligée ? Tout le monde sait que plus il y a de croisure, plus la soie acquiert de perfection ; mais aussi elle se tire bien plus doucement ; d'où on doit conclure que l'avidité du gain, et l'expédition du tirage pour vendre promptement la soie tirée ou grèze, peut occasionner la négligence d'un article aussi essentiel dans le règlement de Piémont, de l'importance duquel dépend toute la perfection de la soie.
Il est peu de Fabriquans de soie en France qui soient en état de se fournir tout-d'un-coup de la quantité de cocons qu'ils peuvent faire tirer, et dont ils font préparer la soie pour être employée dans leurs manufactures, et les faire travailler pendant le courant d'une année, s'ils ne sont de ceux à qui le conseil a fait des fonds, ou accordé des privilèges pour en trouver plus facilement ; il faut donc avoir recours à cette multitude de particuliers qui font tirer eux-mêmes ; et c'est précisément cette quantité de soie de différents tirages qui altère les organsins qui en proviennent : ce qui n'arriverait pas, si on observait à cet égard la même règle qui est pratiquée en Piémont.
Il est nécessaire d'observer encore qu'il est peu de fabriquans d'étoffes qui achetent les soies œuvrées comptant ; le terme du payement est toujours au moins d'une année : il est porté quelquefois à plus de 15 mois, et cela par rapport au temps long pour la préparation de la matière et la fabrication de l'étoffe ; de sorte qu'un marchand de soie, qui au commencement de la récolte vendra la soie achetée dans le commencement de la précédente, qu'il n'aura pas pu faire préparer plutôt, pour continuer son travail, qu'il ne peut ni ne doit faire discontinuer, afin d'entretenir ses ouvriers pour ne pas les perdre, sera obligé d'attendre plus de deux années, avant que de pouvoir se procurer le remboursement des avances qu'il aura été obligé de faire en achetant les cocons de divers particuliers qui ne peuvent vendre que comptant.
Il n'en est pas de même des particuliers qui font tirer les soies qu'ils cueillent : ceux-là ne sont pas obligés de vendre leurs cocons comptant, attendu leur bien être, et le bénéfice qui se trouve sur la soie qu'ils font tirer, et sur les fraudes que quelques-uns peuvent mettre en pratique, ainsi qu'elles ont été citées. Ils vendent la soie qu'ils font, à ceux qui la préparent pour la vendre aux fabriquans d'étoffe. Ces fabriquans de soie n'en achetent qu'à fur et mesure qu'ils en trouvent le débouché : ce qui fait que toutes ces parties différentes achetées de différents particuliers, réunies pour composer un même ballot, ne peuvent faire qu'une marchandise ou matière très-défectueuse.
Pour prévenir un abus aussi pernicieux, il serait nécessaire de faire un règlement semblable à celui de Piémont, qui, entr'autres articles, en eut un qui assujettit chaque particulier de faire une déclaration au châtelain ou procureur fiscal du bourg ou village où il ferait sa résidence, de la quantité de cocons qu'il a cueillis : à combien de brins il voudrait les faire tirer : les croiser en conformité de la quantité, à peine de, etc. dans le cas où il ferait une fausse déclaration : charger ceux qui la recevraient, de faire des visites exactes, en leur attribuant une partie des amendes encourues, ou autre indemnité pour les exciter à veiller : préposer une personne pour faire des visites générales outre les particulières : et enfin ne rien négliger de ce qui pourrait contribuer à faire des soies parfaites.
Toutes les précautions qu'on pourrait prendre pour parvenir à la perfection du tirage des soies, deviendront inutiles, dès qu'on négligera celles qui conduisent à la perfection de l'organsin, qui ne saurait être parfait, ni même bon, si celui qui le prépare, n'est pas certain de la quantité de fils ou brins qui composent les fils. On ne saurait être instruit de cette qualité qu'en mettant en pratique les moyens énoncés ci-dessus.
Au moyen de cette précaution aussi nécessaire qu'utile, le particulier qui croirait avoir été trompé dans l'achat des soies grèzes, n'aurait besoin que de recourir à celui qui aurait reçu la déclaration de son vendeur, pour en être parfaitement instruit ; d'ailleurs l'obligation imposée de la faire, tiendrait en quelque façon tous les fraudeurs en règle ; et ceux qui ne s'y trouveraient pas, seraient obligés de subir la peine qui leur serait imposée à cet égard ; conséquemment les prévaricateurs seraient retenus par la crainte du châtiment ou par celle des exemples, et ne feraient plus de fausses déclarations.
Comme cet article est le plus délicat de ceux qui pourraient être insérés dans le règlement prétendu, aussi bien que celui de la croisade, il est néanmoins évident qu'il ne serait à charge qu'aux personnes de mauvaise foi. Des semblables articles sont observés dans le règlement de Piémont concernant les filatures, ou à-peu-près de même. A l'égard des autres, tels que ceux qui concerneraient l'égalité du devidoir, tant pour les tirages de soie que pour les moulins à la préparer, le salaire des tireuses et des ouvriers qui travaillent aux moulins, les raisons qu'on donnerait de la nécessité de leurs exécutions, et l'examen qui en serait fait, suffiraient pour les augmenter ou diminuer, selon que le cas l'exigerait.
Dès que les mouliniers qui préparent la soie au sortir du tirage, seraient surs de la qualité de celles qu'ils emploieraient, il est certain qu'ils s'appliqueraient à mieux travailler ; aucune raison ne pourrait les disculper des reproches qu'on serait en droit de leur faire sur les défauts qui se trouveraient dans leurs ouvrages ; les organsins dont l'égalité est si recherchée, et qui ne se trouve que dans les fabriques auxquelles le tirage des soies est affecté, se trouveraient pour lors également beaux par-tout. Le prix excessif de ces mêmes organsins appelés communément organsins du tirage, qui ordinairement est de 3 à 4 l. par livre plus cher que les autres, ferait cesser, en diminuant, celui des étoffes, qui ne sauraient être parfaites sans le secours de ces mêmes organsins, conséquemment la diminution de la matière nécessaire à la perfection de l'étoffe se trouvant dans l'étoffe même, pourrait donner lieu à une consommation et à l'établissement de la fabrique de celles qui ne sauraient subsister en France, que parce que la matière dont elles sont composées, est infiniment moins parfaite, et plus chère que celle dont les étrangers se servent.
Du moulinage des soies. Le moulinage ou filage des soies étant la préparation au moyen de laquelle on peut employer ou travailler la soie, soit pour les étoffes, bas, etc. il est nécessaire, pour faciliter aux curieux l'intelligence de cette préparation, de leur faire remarquer que toutes les soies en général qui sont tirées simplement du cocon, sont appelées soie grèze.
Cette soie grèze reçoit ensuite différentes préparations, on en fait du poil, de la trame, et de l'organsin.
Le poil est composé d'un seul brin de soie grèze, tordu faiblement sur lui-même ; cette préparation est nécessaire pour donner plus de consistance à cette qualité de soie, et afin qu'elle ne bourre pas en teinture ; le poil est défendu dans toutes les étoffes de soie, et n'est employé que dans la bonneterie.
La trame est composée de deux brins de soie grèze, tordus légèrement comme le poil. Il y en a quelqu'une à trois brins, mais elle n'est pas commune.
On donne encore le nom de trame à une certaine quantité de brins de soie grèze, tordus ensemble sur une machine disposée pour cette opération, appelée ovale ; mais comme cette qualité de soie n'est propre que pour les bonnetiers, on ne la détaillera qu'après avoir donné l'explication de la manière dont on fabrique l'organsin.
L'organsin est composé de deux brins de soie grèze, il y en a de trois et de quatre, mais les plus ordinaires sont de deux brins. La préparation de cette qualité de soie, est bien différente de celle des autres ; l'organsin ayant besoin d'une force extraordinaire, pour qu'il puisse résister à l'extension et aux fatigues du travail de l'étoffe dont il compose la chaine, ou toile, dans laquelle la trame est passée.
Il faut donc pour la composition de l'organsin, que chaque brin de soie grèze dont il est composé, soit tordu séparément sur lui-même, d'une force extraordinaire, avec l'aide du moulin disposé pour cette opération. Ce tors, auquel on donne le nom de premier apprêt, et qui se fait à droite, est si considérable, que selon la supputation la plus exacte, trois pouces de longueur du brin, préparé comme il faut, auront reçu plus de 800 tours. Le règlement de 1737 donné ad hoc, ordonne, art. 108. de donner au moins aux organsins, au filage, ou premier apprêt, soixante points dessous, et quinze dessus ; c'est-à-dire que le pignon qui conduit celui de la bobine sur laquelle la soie se roule, à mesure qu'elle se travaille, n'ayant que quinze dents, et la bobine un pignon de soixante, il faut que le pignon conducteur fasse quatre tours pour en faire faire un à la bobine, qui par conséquent tournant très-doucement, donne le temps au brin de soie grèze de recevoir le tors ou apprêt qui lui est nécessaire ; de façon que si le pignon de quinze dents en avait trente, et celui de la bobine soixante à l'ordinaire, le brin n'aurait pas tant de tors ou apprêt, parce qu'elle ramasserait la soie plus vite, le moulin ne donnant que le tors ordinaire, lequel n'augmente ni ne diminue qu'au prorata du mouvement lent ou prompt qu'on donne à la bobine.
Chaque brin étant préparé de la façon qu'on vient de le démontrer, il est question de donner à l'organsin le retors, ou second apprêt, pour le finir ; il faut, pour parvenir à cette seconde opération, doubler, ou joindre ensemble deux brins de la soie préparée comme il a été dit ci-dessus, et lorsqu'on a le nombre de bobines nécessaires, on les remet sur le moulin, pour leur donner le tors nécessaire, c'est ce qu'on appelle charger le moulin ; avec cette différence, que le second tors n'emporte que la dixième partie du premier, puisque l'article du règlement qu'on a déjà cité, ordonne que les organsins gros seront retordus tant sur tant, ou point sur point : ce qui fait un quart de différence pour le mouvement, et que dans cette seconde opération, au-lieu d'une bobine pour ramasser le fil, dont la circonférence est ordinairement de six pouces seulement, ici c'est un devidoir, auquel les artistes ont donné le nom d'hasple, tiré de l'allemand, asplen, dont la circonférence est de quinze pouces environ ; ce qui faisant ramasser ou devider la soie plus vite, ne donne qu'un tors très-leger dans cette seconde préparation. (Art. 10. du règlement de Piémont, concernant le moulinage des soies, du 8 Avril 1724.)
Il faut observer que les bobines pour le second apprêt, tournent à gauche, parce que si on les faisait tourner comme dans le premier, la soie tordue une seconde fois dans le même sens, ayant reçu un tort considérable, se friserait d'une telle façon, qu'il serait impossible de l'employer ; de sorte que les deux brins tordus et préparés comme il vient d'être démontré, ces deux brins paraissant n'en composer qu'un, forment le fil d'organsin.
Les organsins à trois ou quatre brins, reçoivent la même préparation que ceux à deux brins, pour le premier et second apprêt ; avec cette différence, que pour faire un organsin à trois brins, il faut doubler ou joindre ensemble trois brins, sur une même bobine ; pour un organsin à quatre brins, on en joint quatre, ensuite chargeant le moulin, on leur donne le second apprêt, comme aux premiers.
Il reste à observer que quoique le moulin ne tourne que d'un même côté, qui est à gauche, néanmoins un seul moulin peut faire toutes ces qualités de soies, qui viennent d'être décrites, quoique les bobines soient de nécessité de tourner à droite et à gauche, la disposition des moulins étant de façon que les parties qui frottent contre les fuseaux qui soutiennent les bobines, ont leur mouvement en-dedans pour le premier apprêt, et en-dehors pour le second ; c'est une des plus grandes perfections des moulins, à laquelle les Piémontais ont donné beaucoup de lustre. On expliquera ces différents mouvements, en détaillant toutes les parties du moulin.
La soie ovalée reçoit une préparation semblable à-peu-près, à celle de la trame, avec cette différence, qu'au lieu de deux ou trois brins de soie grèze seulement, qui composent cette dernière qualité, la première est composée de huit, douze, et quelquefois seize brins ; mais comme cette qualité de soie n'est propre qu'aux bonnetiers, attendu qu'une étoffe ne doit recevoir dans sa confection, qu'une certaine quantité de brins de trame, quantité proportionnée au dessein, ou à sa réduction, ou à la grosseur de l'organsin, dont la chaîne est composée ; on ne pourrait pas faire une étoffe parfaite, si on y employait une qualité de soie dont les brins ne pourraient pas être diminués ou augmentés, comme il arriverait avec la soie ovalée.
L'art. 2. du règlement du mois de Février 1762. qui permet aux maîtres bonnetiers de la ville de Paris de faire des bas au moins à quatre brins de trame, pour l'assise qui forme la maille, ayant donné lieu à des abus considérables, en ce que les fabriquans, pour faire des bas légers, avaient trouvé le moyen d'employer des trames très-fines, ce qui rendait les bas défectueux, il fut ordonné, par arrêt du conseil, du 30 Mars 1700. art. 4. que les soies préparées pour les ouvrages de bonnetterie, ne pourraient être employées en moins de huit brins ; ces huit brins pouvaient être de trame ou de poil indifféremment, mais néanmoins de soie travaillée au moulin ; mais comme les soies de cette espèce faisaient revenir le bas plus cher qu'il n'est aujourd'hui, attendu les frais du devidage et du doublage, les fabriquans de bas de Nimes et de Lyon, inventèrent l'ovale, qui est en usage dans tout le royaume, excepté à Paris, afin que la modicité du prix de cette marchandise, qui n'est pas moins de 25 à 30 sols chaque paire, donnât lieu à une plus grande consommation.
Pour rendre plus intelligible la différence de la soie ovalée, d'avec la trame ou le poil, quant aux frais, il est bon d'observer que, suivant l'ancienne méthode pratiquée dans les provinces, lorsque la trame ou le poil étaient teints, il fallait les faire devider, ce qui coutait des frais assez considérables ; le devidage étant fait, il fallait ensuite doubler, ou joindre ensemble la quantité de fils devidés, qui devaient composer l'assise ; toutes ces opérations faisaient revenir cette matière plus chère ; le doublage, en unissant les fils, qui ne pouvaient être au-dessous de huit brins, leur donnait une espèce de tors, pour l'employer plus facilement, il fallait encore que les soies trame, ou poil, eussent été travaillées au moulin, ainsi qu'il a été démontré dans l'article du moulinage, ce qui augmentait les frais de la préparation ; aujourd'hui l'ovale épargne le moulinage, le devidage en entier, et le doublage en partie, parce que l'ovale étant une imitation du doublage, une ouvrière, un ouvrier seul, en faisant autant que seize, selon l'ancienne méthode, le payement qui se fait pour une semblable préparation, est équivalent à la proportion du travail.
On a dit que la soie ovalée était un assemblage de huit, douze, même jusqu'à seize brins de soie grèze, suivant la qualité de la soie, ou le poids qu'on veut donner au bas ; cette soie, ou ces brins sont préparés comme la trame, c'est-à-dire tordus légèrement ensemble sur eux-mêmes, et doivent composer la moitié de l'assise, qui par sa grosseur est devidée si aisément, que les frais n'en sont pas comptés, et c'est la seule préparation dont elle a besoin ; dans cette opération se trouvent renfermés le moulinage, le devidage, et la partie du doublage, bien différent de l'ancien.
Lorsque la soie est ovalée, on la donne au teinturier pour lui donner la couleur désirée, et lorsqu'elle est teinte, comme on vient de dire qu'elle ne composait que la moitié de l'assise, on joint ensemble les deux fils de soie ovalés, et les repassant sur l'ovale, comme le premier, ces deux fils paraissant n'en composer qu'un, forment l'assise entière, propre à la fabrication du bas.
Outre la propriété de l'ovale à concourir à la diminution des frais pour préparer la soie, elle en a encore une pour le mélange des bas ; par exemple si on veut faire un bas mêlangé gris de maure, et gris clair, on fait teindre un fil de chacune de ces deux couleurs, on les double ou joint ensemble, et les repassant sur l'ovale, le tors que cette machine donne à ces deux fils, quoique léger, est si juste que le mélange se trouve parfait dans la fabrication du bas ; de-là vient que dans le mélange des bas de Nimes, Lyon, etc. on ne voit point des barres brunes, ni des barres claires, mais un mélange si régulier, qu'il n'est pas possible de faire mieux.
Outre cette perfection de l'ovale, il en est encore une dans cette même machine, qui n'est pas moins essentielle que la précédente. Le fabriquant qui fait ovaler sa soie, sait jusqu'à un pouce la longueur de son écheveau, et la quantité qui lui est nécessaire pour la qualité ou longueur du bas qu'il se propose de faire, de façon que, comme il arrive très-souvent que le teinturier charge la soie de drogues, pour rendre le poids de la soie, en conformité des règlements et de l'usage, retenant de son côté une partie des écheveaux, il arrive que la longueur déterminée et juste de l'ovale, met le fabriquant de bas à l'abri de cette fraude, parce qu'étant ovalée teinte, elle doit avoir la même longueur que lorsqu'elle ne l'était pas, et que quand même le poids se trouverait dans la partie rendue par le teinturier, si la longueur n'y était pas de même, la fraude serait trop visible.
Pour rendre sensible la façon dont on peut mesurer la longueur du fil ovalé, il n'est besoin que d'examiner l'hasple, ou devidoir, sur lequel se forment les échevaux ; au bout de l'axe, ou arbre du devidoir, est un pignon de quatre dents, qui engrene à une roue de vingt-quatre, de façon que tous les six tours du devidoir, la roue en fait un ; au centre de cette même roue est attaché un autre pignon de quatre dents, qui engrene à une seconde roue de quarante ; tous les dix tours de la première roue, cette seconde en fait un ; combinez le mouvement de l'asple, avec celui de la première et seconde roue, il arrivera que toutes les fois que cette dernière fait un tour, le devidoir en fait soixante ; la chose est claire ; au centre de cette seconde roue, est un axe de quatre à cinq pouces de longueur, et de trois ou quatre lignes de diamètre, sur lequel se roule une corde fine, au bout de laquelle est attaché un poids de trois ou quatre onces, afin de la tenir tendue ; lorsqu'on veut savoir combien de tours le devidoir a fait, il n'est besoin que de compter les tours de la corde, sur l'axe de la seconde roue, et multiplier ces mêmes tours par soixante, le produit donnera juste la quantité des tours du devidoir ; par exemple, dix tours de la petite corde, multipliés par soixante, donneront six cent tours du devidoir, etc.
Toutes ces perfections établies de l'ovale, n'empêchent pas qu'il n'y ait une imperfection bien marquée dans le bas fabriqué avec les secours de cette machine, puisque le règlement concernant la manufacture de cette marchandise, en défend l'usage à Paris, où il n'est permis de fabriquer des bas qu'à trame distincte ; c'est le terme des fabriquans de Paris. Il s'agit d'établir la différence qui se trouve dans le bas fabriqué avec de la soie ovalée, d'avec celui qui l'est à trame distincte.
La façon dont on a démontré la préparation de la soie ovalée, est bien différente de celle de la trame ou du poil. Dans cette première, tous les brins de soie grèze sont préparés ensemble : et dans la seconde, ils sont préparés ou deux ensemble, comme la trame, ou un seul, comme le poil. Or il résulte de toutes ces préparations différentes, qu'il n'est personne qui ne convienne que 8 brins de trame préparés séparément, auront plus de consistance et plus de perfection que 16 brins, de la même manière préparés tous ensemble ; conséquemment qu'un bas fabriqué à trame distincte, acquerra plus de brillant et plus de qualité qu'un autre fabriqué avec de la trame ovalée. Il est encore à remarquer que si un bas fabriqué avec de la soie ovalée, se trouve au sortir de l'apprêt avec un nœud à l'endroit, il faut nécessairement le couper pour ôter cette difformité ; or on soutient qu'il n'est pas possible de couper un nœud de la soie ovalée, qu'on ne coupe l'assise du bas, ou au-moins la moitié, conséquemment que la maille n'échappe totalement, ce qui ne saurait arriver dans un bas fabriqué à trame distincte, où un nœud de la soie coupée, ne composant que la huitième partie de l'assise, les septième et huitième restantes auront toujours assez de force pour soutenir la maille.
Enfin l'invention de l'ovale n'a été établie et tolerée en France, que pour faciliter le commerce avec l'étranger. Les Anglais nous ont indiqué cette machine, nous aurions la mauvaise grâce de leur laisser faire impunément ce commerce, tandis que nous pouvions les imiter : on n'empêche pas à Paris d'ovaler des trames et des organsins ; mais dans ce cas, l'ovale n'étant qu'une double préparation, qui augmente la perfection de cette marchandise ; la consommation qui se fait dans la ville, étant plus que suffisante pour occuper tous les maîtres bonnetiers qui y sont établis ; il n'est pas surprenant si les bas y sont plus chers qu'en aucune ville du royaume, et si leur prix excessif empêche la consommation qui pourrait en être faite chez l'étranger. Ce qui n'empêche pas néanmoins que les connaisseurs n'accordent la préférence à qui elle est dû., quant à la qualité, puisqu'on a Ve des fraudeurs marquer impunément des bas fabriqués à Lyon avec un faux plomb de Paris, ce qui a occasionné le règlement du 10 Juillet 1743, qui concerne la bonneterie.
Explication du moulin à filer la soie. La planche marquée A représente un moulin à trois vargues ; on appelle vargues chaque rangée de bobines et fuseaux ; il y a des moulins en Piémont à 4 et 6 vargues, mais les plus ordinaires sont à 4 ; savoir, trois vargues pour le premier apprêt, et un pour le second, attendu que ce dernier fait autant d'ouvrage que les deux, même les trois autres, ainsi qu'il a été expliqué dans la description du moulinage des soies. Il sera encore à propos d'observer que le vargue du bas du moulin qui donne le second apprêt aux organsins ou le retordement, peut aussi faire des trames. La partie rembrunie de l'intérieur du moulin est un assemblage de pièces de bois de la largeur d'un pouce et plus, montée en forme de châssis, de figure ronde, comme la figure du moulin, laquelle tournant sur un pivot par le secours d'un homme, de l'eau ou d'un cheval, donne le mouvement à toute la machine. Il n'a pas été possible de décrire cette partie intérieure, parce qu'elle aurait fait disparaitre les principales, qui composent toute la machine entière.
La lettre A représente le bâtiment du moulin ; B, la partie intérieure qui tourne ; C, des pièces de bois appliquées sur la partie tournante, en forme de vis sans fin, appelées serpes, posées diagonalement sur cette même partie, lesquelles passant dessous les branches des étoiles marquées D, les font tourner régulièrement, de façon que lorsqu'une serpe a élevé en tournant une branche de l'étoîle ; celle qui lui succede par sa position, prend celle de dessous, et successivement elles se reprennent les unes et les autres ; E, pièce de bois faite en forme de croix, attachée solidement à la partie tournante, mobîle dans la croisée, garnie de peau, dont le frottement contre les fuseaux leur donne le mouvement en-dedans, et à droite dans les deux vargues supérieurs, et à gauche dans le vargue inférieur, ainsi qu'il est démontré par la figure ; F, roue qui donne le mouvement au va-&-vient, ou espèce de cercle sur lequel sont posés des fils de fer courbés, en forme d'anneau, servants de guide au fil qui se roule sur les bobines marquées C, ce qui les fait porter d'une extrémité intérieure à l'autre, et les fait croiser par cette variation, régulière et nécessaire pour faciliter le devidage de la soie filée, quand il est question de la doubler pour lui donner le second apprêt ; H, le petit cercle de bois ; I, les fils de fer recourbés ; L, support des étoiles ; M, étoîle ou pignon, qui donne le mouvement aux bobines G, dans les deux vargues supérieurs, et aux dévidoirs N du vargue inférieur ; O, bobines pour filer la soie, qui tournent à droite ; P, bobines pour donner le retordement ou second apprêt, qui tournent à gauche ; Q, coronaire ou couronne à laquelle est attaché un fil de fer R, qui facilite le devidage de la soie qui est sur les bobines ; S, les fuseaux ; T, petits verres dans lesquels entre la pointe des fuseaux, appelés par les Piémontais carcagnoles ; V, pivot de la plante du moulin ; X, arbre du moulin, qui avec l'arbre X du dévidage, ne doit composer qu'une seule pièce. Lorsque les moulins tournent à l'eau, ou avec des grandes roues garnies de deux hommes, et qu'il se trouve plusieurs plantes de moulin qui doivent tourner par un seul mouvement, la partie X du moulin est environnée d'une roue à cheville marquée Y, laquelle, par le moyen de la lanterne a a, attachée à l'arbre de la grande roue à l'eau ou à hommes, donne le mouvement au moulin. Et lorsqu'il se trouve plusieurs plantes, la communication du mouvement se fait de l'une à l'autre plante, de la même façon qu'il est marqué dans celle-ci.
La planche marquée B représente le devidage des soies sur les bobines, pour les mettre sur le moulin. Ces devidages doivent être de 400 tavelles ou devidoirs pour les moulins à 3 ou 4 vargues, et à-proportion suivant la quantité de plantes de moulin, ce qui n'empêche pas qu'on ne fasse devider à des ouvrières avec la main pour suppléer au défaut du devidage. La soie devidée avec les tavelles est la même qui sort de dessus le tour à tirer la soie, appelée communément soie grèze.
Il est inutîle de donner la dénomination des roues à chevilles et à dents, de même que des lanternes, qui sont les mêmes, le mouvement étant très-bien indiqué, il ne s'agit que de faire remarquer les principales opérations de ce devidage ; A, roue qui donne le mouvement à toute la machine ; B, roue à couronne, laquelle, par un excentrique qui lui est attaché, conduit le va-&-vient marqué C, où sont placés les guides qui font varier le fil sur les bobines D, afin de faciliter le devidage de la soie ; E, roues de bois dans le canon desquelles est passé carrément une tringle de fer de longueur, pour qu'elles tournent toutes ensemble, et par leur frottement à la noix F, dans laquelle est passé immobilement une broche de fer qui entre dans la bobine D, elles font tourner les bobines qui appuyent par la noix de la broche sur les roues E très-légèrement, ou par leur propre poids, de façon que quoiqu'un fil de l'écheveau qui est sur les tavelles retienne, les roues ne cessent point de tourner, sans néanmoins casser le fil ; G, tavelles ou forme de devidoir ; H, petit poids attaché à un cercle de la noix de la tavelle pour la fixer ; K, banque ou partie qui soutient tout le devidage ; L, petites roulettes qui soutiennent la lame du va-&-vient.
Il est à observer que les moulins seuls, comme celui dont nous donnons la description, tournent au moyen d'un homme, qui est dessous dans la partie intérieure de la machine ; et lorsqu'il se trouve quatre ou cinq plantes de suite, si on fait tourner par le secours des hommes, on les met dans une grande roue qui communique par son arbre à celui du moulin, à la grande roue duquel engrene un autre arbre posé horizontalement, qui communique à une autre plante, et successivement par la même continuation, lorsque l'eau fait tourner lesdits moulins. On a Ve jusqu'à 18 plantes de suite, qui ne reçoivent leur mouvement que d'une seule roue à l'eau, qui produit le même effet que celle à homme.
Explication de l'ovale. A bâtiment de l'ovale. B assiette de l'ovale. C manivelle pour donner le mouvement. D grande roue sur laquelle est passée la courroie qui embrasse les fuseaux pour les faire tourner. E la courroie. F poulies en forme de bobines pour soutenir la courroie et la faire joindre aux fuseaux. G petite assiette qui soutient les fiches qui tiennent les fuseaux. H les fuseaux. I verres dans lesquels entre la pointe des fuseaux pour tourner sur eux mêmes. K les bobines. L le coronaire sur lequel est passé le fil de fer qui conduit les brins, et qui d'un côté facilite le devidage de la bobine. M les fils de soie. N châssis en forme d'ovale pour conduire les fils sur le devidoir. O anneaux dans lesquels les fils sont passés. P devidoir sur lequel se forment les écheveaux. Q pignon qui fait tourner une roue R, à laquelle est attaché un excentrique qui fait mouvoir la branche S du châssis, pour faire varier les fils qui forment les écheveaux, afin d'en faciliter le devidage. T roulette sur laquelle est posée un côté de la branche S pour en rendre le mouvement plus doux. V roue à chevilles qui donne le mouvement à la roue X, à l'arbre de laquelle est attaché un pignon Y, qui engrène avec le pignon Z, attache aussi à l'arbre du devidoir, ce qui compose le mouvement de toute la machine. A l'arbre de la roue à chevilles X, et en-dehors du montant 1, est attaché un pignon 2, qui ne peut pas être vu, qui engrene à la roue 3 ; à cette même roue est un autre pignon qui ne parait pas, lequel engrene dans la roue 4, à l'arbre de laquelle est un autre pignon qui engrene à la roue 5, ce qui compose le mouvement qui indique le nombre des tours du devidoir. A la roue 5, est une cheville 6, laquelle prenant la queue du marteau 7, pour le faire frapper sur la cloche 8, avertit qu'elle a fait un tour, conséquemment que le devidoir en a fait un nombre proportionné, et à la quantité de dents dont sont composées les roues de ce mouvement, et à la quantité de celles des pignons. A l'arbre de la roue 5, et hors de la machine, est un petit essieu long de 4 à 5 pouces, sur lequel se roule une corde mince, à laquelle est suspendu un petit poids qui indique les tours de cette roue, par conséquent ceux du devidoir, en comptant les tours de la corde sur cet essieu. Quelques personnes se servent de cette façon de compter, d'autres ne s'en servent pas, et marquent les coups de la cloche ; cela est arbitraire.
Extrait du règlement publié à Turin, par ordre de S. M. le roi de Sardaigne, concernant le tirage et le filage des soies, le 8 Avril 1724.
Régles pour la filature des cocons. ARTICLE I. Quiconque voudra tenir des filatures de quelque qualité de soie que ce puisse être, personne n'étant excepté, sera tenu chaque année, avant que de commencer le tirage, d'en faire la déclaration ; savoir, celles qui se feront dans les fauxbourgs de la ville de Turin et son territoire, à l'office et entre les mains du secrétaire du consulat, qui sera obligé d'en tenir un regitre à part ; et celles qui se feront dans les autres villes, terres et lieux indépendants, à l'office du juge de l'ordinaire ; et chacun fera en telle occasion sa soumission entre les mains des secrétaires respectifs du consulat ou de l'ordinaire, d'observer ou faire observer les régles ou articles ci-dessous écrits, sous la peine de perdre ses soies filées ou leur valeur, même à défaut d'avoir fait ladite déclaration ou soumission.
L'ordinaire qui aura reçu lesdites déclarations, sera tenu de les remettre à l'office du consulat de Turin dans la quinzaine, à compter du jour qu'elles auront été faites, à peine de payer de ses propres deniers les vacations du commissaire que le magistrat serait obligé d'envoyer sur les lieux pour les retirer.
Le secrétaire du consulat de la ville de Turin sera obligé de tenir un registre à part desdites déclarations.
Les susdites déclarations seront faites par les préposés ou maîtres auxdites filatures, et non par les propriétaires d'icelles, qui sont néanmoins tenus de répondre civilement pour leurs préposés.
Observation sur les articles de ce règlement. L'obligation imposée sur le premier article de ce règlement à tous ceux qui voudront entreprendre de tenir des filatures de soie, ou faire tirer des quantités considérables de cocons, pour les faire filer ensuite sur leurs moulins, afin de faire des organsins suivis et égaux, ne concerne pas seulement de simples particuliers ou négociants ; elle concerne encore les personnes les plus distinguées de l'état, soit par leur naissance, soit par leurs emplois qui ont tous des filatures considérables, comme faisant la plus grande partie de leurs richesses ; c'est pour cela que les seuls préposés aux filatures sont assujettis à faire les déclarations insérées dans le premier article, qui n'exclud pas néanmoins les propriétaires de la peine imposée aux contrevenans, puisqu'ils sont tenus d'en répondre civilement en cas de contravention. Elle sert encore à faire ressouvenir les mêmes préposés de la nécessité où ils doivent être de se conformer à tous les articles du même règlement, pour parvenir à la perfection si nécessaire du tirage et du filage des soies ; et à donner connaissance aux juges du consulat, tirés en partie de la noblesse, des lieux où sont les filatures, afin que les commis qu'ils ont soin d'y envoyer de temps-en-temps, puissent plus facilement faire leurs visites, pour ensuite en fournir leur rapport par les procès-verbaux qu'ils sont obligés de dresser, quoiqu'il ne s'y trouve pas de contraventions.
Le nom de filature est donné aux lieux où le tirage du cocon est suivi du moulinage de la soie, tant en premier qu'en second apprêt ; de façon qu'au sortir de la filature, elle soit préparée en organsin parfait et prête à être mise en teinture.
II. Toutes les filatures excédant trois fourneaux, devront être conduites pendant le cours de leur travail par une personne capable d'en répondre audit consulat, ou ordinaire du lieu où résidera le maître de la filature, afin qu'il soit plus exact à conserver les articles suivants du présent règlement, à peine de 25 écus d'or.
Observation. Ce second article fait voir que dès qu'un tirage est un peu considérable, il doit être conduit par une personne capable de répondre au consulat de l'exacte observance du règlement. Il y a des tirages de 20 à 30 fourneaux.
III. Pour filer lesdites soies, il faudra séparer les bons cocons d'avec les chiques, falouppes et douppions ; il faut enlever la bourre, et les filer séparément les uns des autres, en mettant dans la chaudière un nombre de cocons proportionné à la qualité des soies qu'on doit filer ; et la fileuse sera bien attentive à ce que les soies se trouvent bien égales : le tout à peine de 25 écus d'or contre le maître de la filature ou son préposé qui s'y trouveront présents, ou donneront leur consentement à un semblable mélange, et 10 livres contre la fileuse pour chaque contravention.
Observation. Ce qui est ordonné par cet article se pratique en plusieurs endroits de la France.
IV. Toutes lesdites soies ne pourront être filées qu'à deux fils seulement, de manière qu'elles ne puissent former sur l'hasple ou dévidoir que deux échevaux, ayant soin de faire croiser les soies fines et superfines au-moins quinze fois ; et les autres qualités un plus grand nombre de fais, et à-proportion de la qualité de chacune et de sa grosseur ; lesquels croisements ne seront point faits quand le dévidoir tourne déclarant que toutes les fois que les deux fils viendront à se joindre, de manière que le fil aille double sur un seul écheveau, il faudra faire tourner l'hasple en arrière, jusqu'à ce qu'on ait trouvé le commencement du doublage. Un fil semblable doit demeurer entre les deux écheveaux, pour former un lien qui servira à les attacher ; avec défense de se servir d'autre matière : le tout sous les peines susdites, outre la perte de la soie.
Observation. Ce quatrième article n'est de conséquence qu'à l'égard des croisements des soies. Il se pratique par-tout du plus au moins.
V. Toutes les soies préparées de cette façon, devront être levées, bien purgées, nettes et égales, selon leur qualité respective.
VI. Les chevalets sur lesquels seront filées les susdites soies, devront avoir les piliers éloignés de deux pieds liprandi ; 28 pouces les deux, l'un de l'autre, afin que du tour à la lame il se trouve un tel éloignement, que les fils croisés comme il a été dit ci-devant, puissent aller sur le tour plus secs et mieux conditionnés : sous peine contre les maîtres des filatures de 25 livres pour chaque chevalet qui sera disposé différemment.
Observation. Ce sixième article, qui ordonne que les piliers qui supportent le va-&-vient seront éloignés de deux pieds liprandi de ceux qui soutiennent le tour, détruit totalement l'usage des machines nouvellement inventées pour tirer la soie : il faut le prouver. La raison de cet éloignement n'a d'autre objet que celui de donner lieu à la soie de se trouver sur le tour ou hasple plus seche et mieux conditionnée. Or selon le système des auteurs des nouvelles machines, ils prétendent tirer la soie avec plus de célérité ; ce qui ne lui donnerait pas le temps de venir sur le tour aussi seche et aussi conditionnée que l'article l'exige, mais plus humide et plus baveuse, et le détruirait totalement, si la méthode était bonne : au lieu que si l'article est bon, il faut nécessairement que les nouvelles machines soient détruites, puisque plus la soie se trouvera seche sur le tour, plus elle sera aisée à devider, ce qui est précisément l'objet qu'on doit se proposer. Vide le mémoire envoyé à M. le Tourneur le 15 Janvier 1747 ; à M. de Montaran le 12 Janvier idem.
Deux pieds liprandi composent 28 pouces pied de roi.
VII. Les tours sur lesquels se fileront les susdites soies, ne pourront avoir plus de 48 onces de circonférence, ni moins de quarante ; observant néanmoins que tous les tours d'une filature soient d'une mesure égale, sous les peines susdites.
Observation. Les 48 onces de circonférence ordonnées par le septième article, qui sont autant que 76 pouces, pied de roi, ne sont pas d'une grande conséquence pour le plus ou le moins ; mais il est d'une conséquence extraordinaire que dans une filature tous les tours soient égaux : il serait même nécessaire que tous les tours du royaume ne fussent pas plus grands les uns que les autres.
VIII. Les écheveaux ne seront point levés de dessus le tour qu'ils ne soient bien secs ; et pour cet effet chaque chevalet sera pourvu de deux tours ; et ceux qui seront doubles, de quatre, sous la peine susdite.
Observation. Ce qui est contenu dans ce huitième article, se pratique presque par-tout.
IX. Chaque flotte ou écheveau de soie de la première et seconde qualité, ne pourra être que de trois à quatre onces pour le plus haut poids ; celle de la troisième et quatrième qualités pourra être depuis six onces jusqu'à huit, sous la peine susdite.
Observation. A l'égard du poids des écheveaux mentionnés dans ce neuvième article, comme il se fait peu de soie de la première et seconde qualités, il n'est pas pratiqué.
X. Après que chacune desdites flottes aura été levée, elle sera pliée à deux tours seulement, sans être liée avec du fil, cotée ou moresquée, faisant passer seulement une tête dans l'autre, de façon qu'on puisse reconnaître facilement si elle aura été travaillée sans fraude, et en conformité du présent règlement ; sous la peine dite ci-dessus.
Observation. Cette façon de tirer la soie de dessus le tour, contenue dans ce sixième article, n'est simplement que pour examiner sa qualité.
XI. L'eau des bassines sera changée au-moins trois fois par jour, ayant soin de bien purger les cocons de la moresque, afin de rendre la soie bien nette et égale, et sans aucune bave. Il faudra lever au-moins une livre de moresque sur chaque rub de cocons, eu égard à la qualité des susdits cocons, sous peine de 10 livres contre la fileuse, chaque fois qu'elle sera trouvée en contravention.
Observation. Le changement d'eau dans les bassines est très-utîle pour donner à la soie cette propreté qui lui est nécessaire. A l'égard de la bourre ou moresque qui enveloppe le cocon comme elle est très-grossière en comparaison de celle qui se forme, il est nécessaire d'en lever au-moins une livre sur chaque rub, qui vaut autant que 25 livres de notre poids.
XII. Tout maître de filature sera tenu, à chaque demande qui lui sera faite par l'ordinaire du lieu, ou par les commis du consulat de Turin, de donner un état de la soie, des douppions, de la chique et de la moresque, le tout distinctement et séparément, sous peine de 25 écus d'or.
Observation. La peine de 25 écus d'or attachée à cet article, n'est précisément que pour savoir la quantité et qualité des soies de chaque particulier, afin qu'elles ne puissent pas être vendues sans payer les droits considérables, qui ne se perçoivent que sur la soie œuvrée, trame ou organsin, c'est-à-dire prête à être mise en teinture ; ce qui fait qu'il est défendu sous des peines très-rigoureuses de sortir aucune soie grézée du Piémont, ou qui ne soit travaillée.
XIII. Le salaire des fileuses sera réglé à journées, et non à raison de tant la livre de la soie qu'elles fileront ; et en cas de contravention, le maître de la filature encourra la perte de toute la soie déjà filée, et la fileuse celle de 20 livres, outre la perte de son salaire.
Observation. C'est un usage établi en beaucoup d'endroits de France et d'Italie, de ne payer les fileuses de soie qu'à raison de tant chaque livre, ce qui fait qu'elles négligent la qualité pour s'attacher à la quantité, et par conséquent laissent passer toutes les ordures occasionnées par les mauvais croisements, qui ne sont négligés que pour avancer l'ouvrage, et gagner plus par conséquent ; au lieu que dès que la fileuse est payée à journée, on a soin de la veiller, et elle a soin de faire mieux.
XIV. Chaque fourneau devra avoir un conduit de telle hauteur, qu'il empêche la fumée d'aller sur le tour, à peine de 25 livres contre le maître.
Observation. Comme la fumée noircit la soie et la rend moins brillante, il est nécessaire de donner au conduit du fourneau une hauteur qui puisse parer à cet inconvénient, très-préjudiciable à la vente.
XV. Les bassines ou chaudières devront être ovales, minces et profondes d'un quart de ras, environnées d'une couverture de planches, et les chevalets pourvus de leur jeu nécessaire pour faire les croisements de la soie juste. Chaque jeu aura un pignon de 35 dents ; la grande roue 25 ; l'étoîle du tour et la petite roue 22 chacune. Il faudra maintenir un ordre semblable pour bien faire, défendant totalement l'usage des chevalets de corde : le tout sous la peine susdite.
Sept tours de l'hasple donnent cinq tours au Ve et vient.
Sept tours de celui de Rouvière, n'en donnent qu'un.
Huit tours de celui de Masurier, n'en donnent qu'un.
Observation. La profondeur des bassines fixée par l'article 15 à un quart de ras, qui vaut cinq pouces et demi, pied de roi, est sensible ; le mouvement du chevalet n'est pas de même, et il ne peut bien être démontré qu'en examinant le travail, attendu l'inégalité du nombre de dents qui composent les quatre roues qui donnent le mouvement au va-&-vient. Il est à observer seulement que l'usage des cordes pour les chevalets est totalement défendu, ce qui acheve de détruire tous les chevalets qui en sont pourvus. Vide le mémoire envoyé à M. de Montaran le 12 Janvier 1747 ; à M. le Tourneur le 15 dudit mois.
XVI. Chaque fourneau où sera filée la soie de première et seconde sortes, sera pourvu d'un tourneur ou d'une tourneuse habile, ou qui ait pratiqué, auxquels il sera défendu de tourner le dévidoir avec le pied, à peine de 5 livres.
Observation. Ce seizième article n'est pas d'une grande conséquence, parce qu'il n'est pas difficîle de tourner comme il faut l'hasple ou dévidoir. Il démontre seulement combien les Piémontais sont scrupuleux pour parvenir à la perfection du tirage des soies.
XVII. Il ne sera point permis, à peine de 10 liv. aux fileuses, ni à qui que ce sait, de nettoyer la soie sur l'hasple et hors de l'hasple, avec des aiguilles, poinçons ou autres, ce qui est appelé vulgairement aiguiller la soie.
Observation. Rien de plus dangereux que de nettoyer la soie avec des poinçons ou aiguilles, qui la coupent et la bourrent.
XVIII. Sous semblable peine il est défendu de lisser les flottes sur le tour ou ornement, avec de l'eau, même pure, et autre sorte d'eau ; elles doivent être nettoyées seulement avec les mains, sans se servir d'aucun autre ingrédient.
Observation. L'eau pure donnant un brillant à la soie, qui ne la rend pas meilleure, et les autres ingrédiens la chargeant, l'article 18 a pourvu aux autres inconvénients qui peuvent résulter de ces opérations différentes.
XIX. Toutes les soies qui, encore qu'elles fussent hors des filatures, se trouveront en quelque temps que ce sait, et à qui qu'elles puissent appartenir, défectueuses, n'étant pas filées ou travaillées conformément à leurs qualités, n'ayant pas observé la forme et les règles prescrites ci-dessus, tomberont irrémissiblement en contravention ; et outre les peines susdites seront, sur la reconnaissance sommaire préalablement faite de leurs défauts, brulées publiquement, sauf le recours du propriétaire comme il avisera raisonnablement ; avec obligation au maître fileur ou moulinier de dénoncer les soies défectueuses qui se rencontreront, et de qui il les aura reçues, sous peine de 25 écus d'or contre le maître qui contreviendra au présent règlement.
XX. A l'égard des soies ordinaires dites fagotines, après que la séparation en sera faite d'avec les bonnes, il faudra en faisant la battue tirer la moresque par le haut de la bassine jusqu'à trois fais, à la hauteur d'un demi ras au moins, afin que la soie reste bien purgée et nette ; sous peine par les contrevenans de payer 30 écus pour chaque livre de soie.
Observation. L'article 20 ne concerne que les petites parties de soie faites par des particuliers, qui sont appelées fagotines, parce qu'elles ne sont pas destinées pour des filages suivis, par conséquent très-inégales ; et quoique ceux qui les font tirer soient assujettis aux mêmes règlements, néanmoins les différentes qualités rassemblées pour composer un seul ballot, forment toujours une soie défectueuse, attendu qu'elle est tirée de plusieurs personnes dont le tirage n'est pas suivi. C'est ce qui se pratique en France, où il y a peu d'organsin de tirage. On peut voir là-dessus le petit mémoire envoyé le 6 Juillet 1747, à M. de Montaran ; et à M. le Tourneur le 23 Mars 1747.
XXI. Et pour plus grande observance de tout ce que dessus, le consulat et l'ordinaire des lieux seront obligés respectivement, dans les occasions ou temps des filatures, de visiter et faire visiter, par des personnes expérimentées, les lieux où se fileront lesdites soies, afin de prendre les informations des contraventions qui pourront se trouver, pour procéder et condamner les contrevenans aux peines ci - dessus prescrites : défendant aux ordinaires ou autres auxquels seraient commises semblables visites, d'exiger aucune chose pour leurs vacations, sinon en fin de cause, et sur le pied qu'elles seront taxées par le consulat.
Observation. On peut comparer les visites ordonnées par l'article 21, à celles que font les inspecteurs dans les manufactures ; elles sont très-fréquentes, et produisent tous les effets qu'on peut désirer pour la perfection des tirages.
Mouliniers ou fileurs de soie, règles qu'ils doivent observer. ART. PREMIER. Quiconque voudra travailler du métier de moulinier ou fileur de soie, ne pourra, à peine de 50 écus d'or, ouvrir ni tenir boutique dans les états de S. M. en-deçà les monts, ni seulement exercer cet art en qualité de maître, qu'il n'ait en premier exercé comme garçon de boutique, en qualité d'apprentif, l'espace de six années ; et successivement travaillé trois autres années en qualité de compagnon, et s'il n'est jugé capable par les syndics de l'université dudit art, et admis pour tel par le consulat ; pour laquelle approbation et admission, personne excepté, il payera à l'université susdite 20 livres, pour être employées à son usage ; seront seulement exemts d'un tel payement, les fils des susdits maîtres ; et aucun maître dans ledit art ne pourra prendre, à peine de 50 livres, un apprentif pour un moindre temps que celui de trois années, lesquelles expirées, et ayant ainsi travaillé sans aucune notable interruption, il lui sera expédié par le maître un certificat de bon service, avec lequel il puisse continuer les autres trois années d'apprentissage, et les trois autres en qualité de compagnon, avec qui bon lui semblera, pourvu que ce soit dans les états de S. M.
II. Chacun de ceux qui voudra travailler en qualité de compagnon, sera tenu en premier lieu de faire foi de son bon service, par devant les susdits syndics, qui après l'avoir reconnu, en feront foi au pied dudit acte ; défendant expressément à qui que ce soit de prendre aucun compagnon, sans avoir vérifié si l'acte susdit est en bonne forme, à peine de 50 livres.
III. A l'égard des ouvriers étrangers, ils ne pourront avoir boutique, s'ils n'ont premièrement travaillé dans les états de S. M. en qualité de compagnons pendant trois années, en justifiant qu'ils sont catholiques, à peine de 50 écus d'or. Le consulat pourra cependant abréger ledit temps, selon la capacité qui résultera desdits ouvriers, faisant cependant subir et approuver un examen par les maîtres où ils auront travaillé précédemment ; et dans le cas où il se trouvera preuve de leur capacité, ils seront tenus de payer au bénéfice de l'université les 20 livres susdites.
IV. Les compagnons ne pourront prendre congé des maîtres, ni ceux - ci le leur donner, s'ils ne se sont avertis quinze jours auparavant ; lequel temps expiré, auquel ils se seront réciproquement obligés, excepté néanmoins qu'il ne se trouvât quelque cas ou motif légitime et suffisant, à peine de dix livres, applicables un tiers au fisc, un autre tiers au profit de ladite université, et l'autre à celui de l'hôpital de la charité.
V. Les syndics dudit art seront obligés, toutes les fois qu'ils en seront chargés par le consulat, ou par l'ordinaire de leur département où se trouveront établies des universités semblables, d'aller en visite dans les maisons et bâtiments des fileurs, pour reconnaître si les soies seront travaillées en conformité des articles du règlement ci-dessous cités, et les maîtres fileurs et maîtres desdits fileurs seront obligés d'ouvrir les maisons, boutiques, bâtiments et autres lieux où il pourra se trouver des soies, sous peine à quiconque y contreviendra, de 50 livres applicables comme ci - dessus.
VI. Le maître ne pourra prendre aucun compagnon ou ouvrier qui aura déjà travaillé dudit art chez un autre maître, si premièrement il ne fait pas foi du certificat de bon service du maître précédent en dû. forme, sous peine au susdit maître de 25 livres applicables comme ci - dessus, laquelle peine aura également lieu contre le maître qui aurait refusé sans aucune cause un certificat semblable.
VII. Tout maître fileur sera tenu de rendre au propriétaire de la soie, la même qui sera travaillée, conformément à la facture, et sous la déduction du déchet, qui sera payé comptant sur le prix dont les parties seront convenues, avec la faculté avant de la rendre ou de la recevoir, de la faire conditionner selon les règles expliquées ci-dessous, et il sera établi un lieu pour ladite condition, en quel cas de vente que ce sait, tant pour la soie grèze que pour celle qui sera œuvrée.
VIII. Il sera pour cet effet destiné un lieu public, commodément disposé, sous la garde d'une personne responsable, préposée par consulat, laquelle, aussitôt que la soie sera pesée en présence des parties et la note prise, l'exposera à la condition, selon l'instruction qui lui sera donnée par le même consulat pendant vingt - quatre heures, et sans feu, dans les mois de Mai, Juin, Juillet et Aout ; et dans les autres huit mois, pendant quarante-huit heures, avec un feu modéré et continuel sous la cheminée, moyennant salaire compétent que le consulat taxera, et qui sera payé par celui qui requerra la condition susdite, suivant laquelle, s'il est reconnu que la soie ait produit plus d'un et demi pour cent de diminution, la condition sera réitérée aux frais du vendeur, ou du maître fileur, jusqu'à ce que la diminution dans la condition réitérée n'excède pas un et demi pour cent, avec déclaration que dans le cas où il s'éleverait quelque contestation entre les parties, pour fait des soies qui auraient été conditionnées dans un autre endroit hors celui - là, du consentement des parties, il n'y aura aucun lieu pour le recours sur la différence du poids qui pourrait se trouver.
IX. Et pour éviter toutes les fraudes qui pourraient se commettre, il est expressément défendu auxdits maîtres fileurs et autres marchands, de faire mettre les soies pures avec celles de douppion, chiques, baves et fleuret, ni aucune de ces qualités avec l'autre, chaque sorte devant être travaillée séparément, sous peine de cent livres payables par le contrevenant, laquelle somme sera également payée par le maître fileur qui travaillera ou tiendra les soies exposées en quelques places où il y aurait des fenêtres, ou autres ouvertures relatives et près des écuries ou du fumier, ou qui en quelqu'autre façon donneront aux soies des moyens pour en augmenter le poids, outre la peine majeure, laquelle sera arbitrée par le consulat, suivant l'exigence des cas.
X. Tous les moulins de vingt hasples inclusivement et au - dessous, devront avoir les serpes divisées en douze parties et pas davantage. L'étoîle des traches, ou hasples, ou devidoirs, sera de 60 dents dans toutes les plantes, et les petits demi-cercles ou roues des plantes, depuis 24 traches inclusivement jusqu'à celles de 20, devront être pour le moins de 8 bobines ; si c'est de 18, de 9 bobines ; et si c'est de 16 et au-dessous, de 10, avec une défense spéciale de se servir de traches de neuf dents. Les fuseaux seront maintenus bien droits, et les verres changés, et les coronaires bien disposées, afin qu'on puisse faire la perle bien serrée, et les hasples qui servent au moulin à tordre les organsins, seront tous de neuf onces de tour à juste mesure, et ceux pour les trames semblablement de neuf onces et demie, afin que toutes les fois qu'on levera la soie de dessus les susdits hasples, elle se trouve toute d'une mesure égale. Les propriétaires des filatures qui n'auront pas les moulins conformes audit règlement, seront tenus de les rendre justes dans l'espace de deux mois ; le tout à peine de 50 écus d'or ; laquelle peine subiront encore les maîtres qui travailleront dans des moulins qui ne seront pas conformes ou réduits à la règle susdite.
XI. Tous les organsins, tant superfins que de la seconde et troisième sortes, seront cappiés toutes les huit heures ; et à l'égard des trames, lesquelles ne pourront être à moins de deux fils, toutes les quatre heures de travail, sous peine de 5 livres payables par les compagnons.
XII. Les matteaux des organsins devront être à l'avenir d'un tel poids, qu'il n'en entre pas moins de huit ou dix par chaque livre, et pliés de façon qu'ils ne soient pas trop serrés, sous peine de réitérer la condition dans l'occasion de la vente, et de restitution de la part du maître fileur, qui sera condamné à 10 livres pour chaque contravention.
XIII. Il reste défendu à tout maître fileur de contraindre leurs compagnons ou apprentifs, soit mâle ou femelle, à acheter d'eux ou prendre à-compte de leurs salaires respectifs aucune sorte d'aliments, soit boire, soit manger, excepté qu'ils n'en soient d'accord, sous peine de 25 livres chaque fois qu'ils y contreviendront.
XIV. Tous les appartements ou moulins destinés au filage des soies, tant à l'eau qu'à la main, devront être pourvus d'un chef maître, examiné par les syndics de l'université de l'art et admis par le consulat, lequel devra avoir l'entière veille sur le travail, afin que les soies se trouvent travaillées selon les articles du présent règlement, avec défenses auxdits maîtres d'occuper à aucun autre ouvrage continuel, actuel et particulier, les personnes employées audit filage, sauf à avoir soin et veiller sur le travail et ouvrages des autres personnes employées dans le même filage, à peine de la privation d'exercice du maître fileur, outre celle de dix écus d'or.
XV. Tous les maîtres fileurs du district de ce consulat, seront tenus de se rendre à l'université de Turin, pour reconnaître les syndics d'icelle, à l'exception des maîtres fileurs de Raconis, où l'établissement d'une université de maîtres fileurs a été permis, avec la totale dépendance néanmoins du consulat susdit, et l'obligation d'observer le présent règlement, ne voulant pas S. M. qu'aucune personne, soit par privilège, immunité ou exemption quelconque, puisse se dispenser de l'observation d'icelui, ni qu'aucun des susdits maîtres puisse être admis à un tel exercice, qu'au préalable il ne possède pour le montant de cinquante doubles, ou qu'il donne une caution suffisante de pareille somme devant le consulat.
Quand la soie est moulinée, il s'agit après cela de l'employer.
De la fabrication des étoffes en soie. Ce travail a plusieurs opérations préliminaires, dont nous donnerons quelques-unes ici, renvoyant pour les autres à différents articles de cet Ouvrage.
Opérations préliminaires. Première, il faut avoir les soies teintes. Voyez l'article de la FABRICATION des étoffes, et TEINTURE.
Deuxième, il faut ourdir les chaînes, ce que nous allons expliquer.
Traisième, il faut avoir le dessein de l'étoffe qu'on veut fabriquer. Voyez l'article VELOURS A JARDIN. Voyez aussi l'article DESSEIN.
Quatrième, il faut monter le métier d'après le dessein. Voyez à l'article VELOURS, la manière de monter un métier, avec sa description.
Cinquième, le métier monté, il faut lire le dessein, ce que nous allons expliquer.
Sixième, il faut fabriquer. Voyez à l'article VELOURS un exemple de fabrication d'une étoffe très-difficile, et aux différents articles de cet Ouvrage pour les autres étoffes.
Cela fait, nous terminerons cet article par différentes observations usitées sur quelques gouts particuliers d'étoffes.
De l'ourdissage des chaînes. Ourdir, c'est distribuer la quantité de fils qui doivent composer la chaîne sur l'ourdissoir.
On prend les 40 fils qui composent la cantre, et après les avoir fait passer chacun dans une boucle de verre, attachée au - dessus de chaque crochet sur lequel la soie est devidée, on noue tous les fils ensemble, ensuite on les met sur une première cheville posée sur une traverse au haut de l'ourdissoir, après quoi on les enverge par l'insertion des doigts. Voyez ENVERGER. On les met bien envergés, sur deux autres chevilles à quelque distance de la première. On passe ensuite tous les fils ensemble sous une tringle de fer bien polie, la moitié de ces mêmes fils étant séparée par une autre tringle également polie, les deux tringles de fer étant attachées au plot de l'ourdissoir, qui au moyen d'une mortaise carrée, et de la grandeur d'un des quatre montants qui sont arrêtés en-haut et en-bas des deux croisées, dont celle d'en-bas ayant une crapaudine de cuivre dans le milieu, dans laquelle entre le tourillon de l'arbre de l'ourdissoir, lui fournit la liberté de tourner, a la liberté de monter et de descendre ; dans la croisée d'en - haut est passée une broche de fer sur laquelle s'enroule ou se déroule une corde de boyau passée dans une poulie du plot, et arrêtée à un tourniquet posé perpendiculairement à la poulie de ce plot.
Quand l'ouvrière met l'ourdissoir en mouvement, la corde qui se déroule laisse descendre le plot à mesure. Ce plot conduit tous les fils qu'il tient arrêtés entre deux poulies, de même que par la tringle supérieure, sur l'ourdissoir en forme de ligne spirale, jusqu'à ce que le nombre de tours qui indique la quantité d'aunes qu'on veut ourdir soit complet. Ayant le nombre de tours désiré, on prend la demi-portée avec la main droite, et la passant sur une cheville, on la fait passer dessous une seconde, et la ramenant par le dessus, on la passe ensuite dessous la première, de façon que cette manière de passer alternativement la demi - portée ou la brassée dessus ou dessous les deux chevilles, forme une espèce d'envergeure pour les portées seulement, ce qui donne la facilité de les compter. Quand cette opération est achevée, on fait tourner l'ourdissoir dans un autre sens, de façon que la corde du plot s'enroule à mesure, et le fait monter jusqu'à l'endroit où l'on a commencé ; pour lors on enverge de nouveau fil par fil, et on met les fils envergés sur les chevilles où ont été posés les premiers, et faisant passer la brassée sur la première, on enverge de nouveau et on descend comme la première fais, et on remonte de même, en continuant jusqu'à ce que la quantité de portées qui doivent composer la chaîne soient ourdies.
La pièce étant ourdie, on passe des envergeures en bas et en haut ; celles d'en-bas servent à séparer les portées pour les mettre dans un rateau, quand on plie la pièce sur l'ensuple de derrière ; l'envergeure d'en-haut sert à prendre les fils de suite, et de la même façon qu'ils ont été ourdis pour tordre la pièce, ou pour la remettre. Les envergeures passées et arrêtées, on tire les chevilles d'en - bas, on lève la pièce en chaînette, et pour lors on lui donne le nom de chaîne. Voyez CHAINE.
De la lecture du dessein. Lire le dessein, c'est incorporer le dessein dans les cordes du métier. Pour lire un dessein dans la règle, on enverge le semple, observant de commencer l'envergeure par la corde qui tire la dernière arcade et la dernière maille de corps. Quand le semple est envergé, on passe deux baguettes un peu fortes dans les 2 envergeures, et on les attache ferme sur un châssis fait avec des marches, qui est tourné de côté, afin que la place ordinaire du semple soit libre, pour avoir la liberté de faire des lacs pendant qu'on lira le dessein.
On range ensuite les dixaines dans les coches de l'escalette, par huit cordes. Voyez ESCALETTE. On place le dessein sur les dixaines de l'escalette, dont les grands carreaux du papier, au nombre de 50, contiennent chacun huit lignes perpendiculaires, qui sont autant de cordes. Si le dessein contient six couleurs, l'étoffe sera de six lacs. Pour commencer à lire, la liseuse choisit autant d'embarbes qu'elle range dans ses doigts, qu'il y a de lacs ou de couleurs ; chaque embarbe est destinée pour la même couleur pendant tout le lisage du dessein, et on doit toujours commencer par la même, suivre et finir également.
Le papier réglé ayant autant de lignes transversales ou horizontales, qu'il y en a de perpendiculaires, la liseuse suit la première ligne, et chaque couleur qui se trouve sur cette ligne, est prise par l'embarbe qui lui est destinée ; c'est - à - dire, que si une couleur occupe sur la ligne transversale 7, 8, 10 cordes perpendiculaires, la liseuse doit retenir autant de cordes du semple, observant de bien prendre sur les mêmes dixaines, et les mêmes cordes pendant la traversée du lisage. Quand elle a fini une ligne, elle en recommence une autre de même ; et quand elle est arrivée à la fin du premier carreau qui porte 10, 11 ou 12 lignes transversales, elle noue ensemble toutes les embarbes auxquelles elle donne le nom de dixaine, et en recommence une autre jusque à ce que le dessein soit fini.
Il faut observer que quoiqu'il y ait plusieurs lacs sur une même ligne, tous les lacs ensemble ne composent qu'un coup ; de façon que si le dessein contient six lacs chaque ligne, et que le carreau ait 12 lignes transversales, il se trouve 72 lacs, qui néanmoins ne composent que 12 coups.
Des desseins répétés. Tous les desseins qui se travaillent aujourd'hui, soit dans l'étoffe riche, soit dans celle qui n'est brochée que soie, ne portent que 40 à 50 dixaines ; ce qui les rend très-courts dans la réduction de l'étoffe ; les fabriquans néanmoins, ont trouvé le moyen de faire paraitre le dessein plus long en faisant lire le dessein deux fais, et faisant porter à droite ce qui est à gauche, ou à gauche ce qui est à droite ; la façon de faire le dessein pour les étoffes de ce genre, de même que pour le lire, est différente des autres ; dans ces dernières, il faut que le dessinateur s'attache seulement à faire en sorte que son dessein finisse comme il a commencé, pour qu'il soit suivi pendant le cours de l'étoffe ; au lieu que dans la nouvelle, il faut que le dessein pour le lire soit renversé après qu'il a été lu à l'ordinaire, pour que la figure qui était d'un côté soit portée de l'autre ; or, comme en renversant le dessein il arriverait que les fleurs, tiges, et autres figures qui composent l'étoffe, supposé qu'elles eussent été lues en montant, ne pourraient être lues qu'en descendant, et que dans l'étoffe la moitié du dessein monterait infailliblement, et que l'autre moitié descendrait ; il faut pour parer à cet inconvénient, que le dessein qui ordinairement se lit en commençant du bas en haut, lorsqu'on le lit une seconde fais, soit lu du haut en bas, c'est-à-dire en remontant ; de façon que par ce moyen le premier lac qui est lu à la seconde reprise, se trouve précisément le même qui a été lu lorsqu'on a commencé à lire à la première ; et par ce moyen le dessein suit, comme il arriverait si on ne le lisait qu'une fois ; avec la différence que tout ce qui était d'un côté, se trouve de l'autre pendant toute la fabrication de l'étoffe. Il est nécessaire encore que le dessinateur fasse rencontrer les fleurs, feuilles et tiges de son dessein ; de façon qu'en le renversant de droite à gauche pour le tirer, toutes les parties se trouvent parfaitement sur les mêmes cordes ou dixaines qui doivent se succéder tant dans la fin du premier lisage, que dans le commencement du second. Cette façon est très-singulière, et des mieux imaginées de la fabrique, pour dispenser le dessinateur de ne faire qu'un dessein au lieu de deux.
Le sieur Maugis dans sa nouvelle mécanique a trouvé le moyen, en lisant le dessein une fois seulement, de faire l'étoffe comme si le dessein était lu deux fais, et de faire porter la figure de droite à gauche. Voyez la dissertation contenant les avantages de sa machine, imprimée à Lyon en 1758. Il serait très-difficîle de penser qu'un dessein lu une fois seulement, put paraitre deux fois en étoffe de différente façon ; cependant le fait est constant.
Pour parvenir à cette opération, on attache deux semples au rame, dont l'un par la première corde à gauche, prend la première également du rame, jusqu'à celle qui finit par 400, dont la pareille du semple qui fait la 400e, y est attachée, ayant continué nombre par nombre de corde depuis la première de 400 du semple, jusqu'à la dernière. Le second semple au contraire a la première corde attachée à la 400e du rame et la 400e du semple à la première du rame ; de façon que ces deux semples étant attachés d'une façon totalement opposée, il s'ensuit qu'un des semples porte la figure dans l'étoffe d'une façon opposée à l'autre, en supposant que le dessein fût lu sur chacun des deux semples séparés ; mais comme le dessein n'est lu qu'une fois sur un semple, ce même semple sur lequel le dessein est lu, est accroché aux deux semples dont il est question ; et pour fabriquer l'étoffe, on bande le semple qui doit faire faire la figure d'un côté, et quand il est fini on bande l'autre semple et on lâche le premier ; ce qui fait que la figure est exécutée dans un autre sens ; c'est-là le secret. Le seul semple qui est lu est attaché horizontalement à côté le métier et bien tendu, ayant la gavassinière attachée de même au-dessus ; de façon que la tireuse prenant le lac, s'il est pesant elle l'attache à une petite bascule, qui en faisant lever les cordes que le lac retient, celles-ci font venir les cordes d'un des deux semples attachés d'une façon opposée, lesquelles cordes entrent dans un rateau, lequel baissant au moyen d'une autre bascule qui le tire par le bas, et au moyen encore de perles arrêtées et fixes sur chaque corde du semple, pour empêcher que le rateau ne glisse ; les perles retenant les cordes auxquelles elles sont fixées, tirent la corde de rame qui fait lever la soie, et fournit le moyen à l'ouvrier de brocher le lac ou passer la navette, si le cas l'exige, pour la fabrication de l'étoffe.
Exemple sur un dessein en petit. Assemblez les deux parties A B, de façon qu'elles forment la lettre C G, c'est le dessein entier, ou ce qu'il doit faire en étoffe ; lisez la partie A seulement, elle formera en étoffe ce que les deux parties démontrent.
Il faut pour cette opération commencer à lire en montant du côté de la lettre a, jusqu'à la fin de la feuille a, la lettre demi C. Cette feuille étant lue, il faut la renverser et la lire une seconde fois ; de façon que la lettre A soit renversée aussi, et se trouve enhaut ; pour lors on lit une seconde fois le dessein en remontant, et on finit de même par la lettre demi C. Il est visible que la feuille renversée porte à droite ce qui était à gauche ; et que si on la lisait à l'ordinaire en commençant du bas en haut, les fleurs au lieu de monter au second lisage descendraient ; mais comme on fait lire du haut en bas, la figure doit toujours suivre l'ordre de la première feuille, attendu que le premier lac qui se tire, se trouve également le premier de la première feuille, et que le dernier se trouve de même le dernier ; avec cette différence, que la position de la feuille au second lisage, se trouve totalement opposée à celle de la première, et que par une conséquence infaillible, la figure doit se trouver de même dans l'étoffe.
Suivant cette démonstration, dans la pratique ordinaire, nu dessein qui contient une feuille de 40 ou 50 dixaines étant lu deux fais, parait aussi long en étoffe, que s'il en contenait deux ; et suivant la mécanique du sieur Maugis, il n'est besoin que de les lire une fais, pour qu'il produise le même effet.
Si ces deux petites feuilles ne sont pas suffisantes pour cette démonstration, on en fera faire deux plus grandes qui contiendront un dessein en plusieurs lacs brochés ; et au lieu de cinq à six dixaines comme celles - ci, on les fera de 15 à 20 chacunes ; mais il faut un avertissement prompt, s'il est possible : le silence sur cet objet prouvera qu'on est satisfait.
Un dessinateur qui est obligé de fournir chaque année 50 desseins dans une fabrique, contenant 100 feuilles, n'a besoin que d'en peindre 50 pour remplir son objet ; ce qui fait qu'il s'applique infiniment mieux à perfectionner son ouvrage, soit dans la composition, soit dans le goût : on nomme ces desseins, desseins à répétition.
Des cordelines. On donne le nom d'armure à la façon de passer les cordelines ; mais ce mot est impropre ; car l'armure ne concerne précisément que la manière de faire lever et baisser les lisses, suivant le genre d'étoffe que l'on fabrique ; au lieu que la beauté de la cordeline qui forme la lisière, ne se tire que de la façon de la passer dans les lisses. Aussi l'on Ve donner cette façon de la passer, qui doit être la même dans tous les gros - de - tours et taffetas, ainsi que dans tous les satins, soit à huit lisses, soit à cinq.
Pour faire une belle lisière dans un taffetas ou gros-de-tours, il faut passer une cordeline sur la première lisse et une sur la seconde ; ainsi des autres, s'il y en a six ou huit. Si l'étoffe exigeait qu'il y eut un liseré passé sous une lisse levée seulement, pour lors on passerait chaque cordeline sur deux lisses ; savoir une sur la première et la troisième, et une sur la seconde et la quatrième, ainsi des autres ; parce que sans cette précaution, il arriverait que les cordelines n'étant passées que sur la première et la seconde, quand on serait obligé de faire lever la troisième et la quatrième seules, et qu'elles n'auraient point de cordelines dans leurs mailles, il n'en leverait aucune pour passer la navette de liseré ; conséquemment la trame ne serait point arrêtée.
A l'égard des satins à huit lisses, s'ils sont fabriqués avec deux navettes, soit satins pleins ou unis, soit satins façonnés, il faut que la première cordeline prise du drap soit passée sur la deuxième, troisième, sixième, et septième lisse ; la seconde, sur la première, quatrième, cinquième, et huitième lisse, ainsi des autres ; de façon que la sixième ou huitième cordeline soit la première hors du drap du côté droit, ou des deux navettes, quand on commence le course ou à travailler. A l'égard du côté gauche, il faut commencer dans un sens contraire, c'est-à-dire, que la première du côté du drap soit passée sur la première, quatrième, cinquième, et huitième ; la seconde, sur la deuxième, troisième, sixième, et septième, et ainsi des autres. Au moyen de cette façon de passer la cordeline, il arrive que les deux premiers coups de navette se trouvent précisément sous les mêmes cordelines levées ; les deux seconds sous celles qui avaient demeuré baissées ; ainsi des autres jusqu'à la fin du course ; quoique à chaque coup de navette il lève une lisse différente, suivant l'armure ordinaire d'une prise et deux laissées.
Cette façon de passer les cordelines renferme deux objets également essentiels pour la perfection de la lisière. Le premier est que les deux coups de navette se trouvent régulièrement de chaque côté entre les trois ou quatre mêmes cordelines autant dessus que dessous, et produisent un effet bien différent que si elles croisaient à chaque coup ; parce que pour lors, le satin ne croisant pas comme la lisière, et la trame y entrant dedans avec plus de facilité, la lisière avancerait plus que l'étoffe par rapport à la croisure continuelle ; ce qui la rendrait défectueuse, et ferait que l'étoffe étant déroulée, la lisière ferait ce qu'on appelle en fabrique le ventre de veau ; tandis que l'étoffe paraitrait également tendue ; ce qui arrive néanmoins très-souvent et fait paraitre l'étoffe défectueuse, principalement quand il s'agit de coudre lisière contre lisière quand elle est coupée pour en faire des robes ou autres ornements.
Le second objet, que l'on peut dire hardiment être ignoré de la centième partie des fabriquans est, que cette façon de passer les cordelines, fait que dans celles qui lèvent du côté où on passe la navette, celle de la rive, ou la plus éloignée du drap, ne peut manquer de lever, et successivement les autres une prise et une laissée, afin que la trame se trouve retenue par celle qui leve, et que la lisière soit plate à son extrémité ; ce qui s'appelle en terme de fabrique, faire le ruban ; ce qui n'arriverait pas si la seconde levait ; parce que pour lors, le coup de navette précédent faisant que la trame se serait trouvée dessous la cordeline de la rive qui aurait levé, cette cordeline se trouvant baissée quand il faudrait repasser les deux coups, l'ouvrier en étendant sa trame pour la coucher, les cordelines qui ne lèvent pas étant très-lâches, attendu que celles qui lèvent supportent tout le poids destiné à leur extension ; il arrive que la trame tire la cordeline qui n'est pas tendue, et la fait ranger sous la seconde qui l'est beaucoup, attendu la levée, et forme une lisière carrée au lieu de former le ruban, ou d'être plate comme elle doit être.
Cette précaution quoique très-importante est tellement ignorée des fabriquans de Lyon, que presque toutes les étoffes péchent par la lisière, et que ceux qui ne connaissent pas la fabrique, attribuent ce défaut à la qualité de la matière dont la cordeline est composée, quoiqu'il n'y en ait pas d'autre que celui que l'on vient de citer.
Il est donc d'une nécessité indispensable de passer les cordelines d'une façon, soit aux taffetas ou gros-de-tours, soit aux satins, que celle qui est à la rive de l'étoffe soit toujours disposée à être levée du côté où l'ouvrier lance la navette, parce que pour lors il se trouvera qu'elle aura baissé au coup précédent : cette observation concerne toutes les étoffes de la fabrique en général.
Dans une étoffe telle qu'une lustrine liserée, la façon de passer la cordeline est différente pour qu'elle soit parfaite, parce que pour lors la première navette passe régulièrement deux fais, quand celle du liseré n'en passe qu'une ; ce qui fait qu'au retour de la première la cordeline doit croiser pour arrêter la trame, ce qui n'arrive pas dans celle que l'on vient de citer ; de façon que dans celle-ci- les deux coups de trame et celui du liseré doivent se trouver sous un même pas pour que la lisière ne fasse pas le ventre de veau.
Les cordelines dans celle-ci doivent donc être passées, savoir du côté droit la première et la plus proche du drap sur la 3, 4, 7, et 8e lisse ; la seconde sur la première, 2, 5 et 6e, ainsi des autres, soit qu'il y en ait six ou huit ; de façon que celle de la rive se trouve toujours passée sur les mêmes lisses de la seconde ; par conséquent elle lève du côté où la navette est lancée. Les cordelines du côté gauche doivent être passées en sens contraire, c'est-à-dire, la première plus près du drap sur la première, 2, 5 et 6e, la seconde sur la 3, 4, 7 et 8e ce qui fait qu'au moyen de l'armure du satin, celle de la rive, au second coup de navette, se trouve régulièrement sur la troisième lisse, qui est celle qui doit lever à ce même coup, suivant l'armure du métier.
Cordelines pour les damas. Il n'est pas possible de passer la cordeline dans le damas, ni dans tous les satins à cinq lisses ; de façon que celle de la rive lève régulièrement du côté que la navette est lancée ; attendu le nombre impair des lisses, qui fait que quand le course des cinq lisses est fini, la navette se trouve à gauche dans le premier, et à droite dans le second ; il y a cependant une façon de les passer, pour que la lisière soit belle, différente des autres genres d'étoffe : la première cordeline du côté du drap doit être passée sur la première lisse du côté du corps, la quatrième et la cinquième ; la seconde doit être passée sur la deuxième et la troisième ; la troisième sur la quatrième et la cinquième ; la quatrième sur la première, la seconde et la troisième ; la cinquième sur la troisième, quatrième et la cinquième ; la sixième sur la première et seconde, en commençant à la droite. La lisière du côté gauche doit être passée de même que celle du côté droit. Il y a encore une autre façon de passer la cordeline ; savoir, la première du côté du drap sur la première et la seconde ; la seconde sur la quatrième et la cinquième ; la troisième sur la seconde et la troisième ; la quatrième sur la première et la cinquième ; la cinquième sur la troisième et la quatrième ; la sixième sur la première et la seconde, où il faut observer que la lisse du milieu, ou la troisième par laquelle finit le second course, ou le dixième coup, ne doit jamais faire lever les mêmes cordelines qui sont sur la première lisse, parce que pour lors le course finissant par celle du milieu, les mêmes cordelines leveraient, et la trame ne serait point liée.
De la différence des damas de Lyon et de Gènes. La façon dont les Italiens, principalement les Génois, fabriquent le damas, est tellement différente de celle dont on se sert en France, soit par la qualité et quantité de soie dont leurs chaînes sont composées, soit par la manière dont ils sont travaillés, qu'il n'est pas besoin d'être fabriquant pour convenir que si leurs étoffes sont préférées aux nôtres, leurs principes sont aussi plus excellents ; c'est ce qu'il est nécessaire d'expliquer.
On vient de dire que la qualité et quantité de la soie dont les chaînes des damas qui se fabriquent chez l'étranger sont composées, diffèrent de la quantité et qualité de celle qui est employée dans les damas qui se fabriquent en France, il faut le démontrer.
Le règlement de 1 Octobre 1737, quoique rempli des vetilles sur le fait de la fabrication des étoffes, ne fait aucune mention des damas meubles ; il ordonne seulement, art. 68. que les damas ne pourront être faits à moins de 90 portées de chaîne. Celui du 19 Juin 1744, ordonne, titre VIIIe art. 4. que les damas réputés pour meubles ne pourront être faits à-moins de 90 portées de chaine, chaque portée de 80 fils.
Cette fixation qui ne concerne précisément que la quantité de soie pour ce genre d'étoffe, démontre assez que les fabricateurs des deux règlements qu'on vient de citer, n'étaient pas des plus intelligens, puisque d'un côté, la quantité de soie qu'ils admettent est insuffisante, et de l'autre, qu'ils ne font aucune mention de la qualité, qui est aussi essentielle que la quantité même.
L'art. 1. du règlement du 8 Avril 1724, pour la manufacture de Turin, tiré du règlement de celle de Gènes, veut que les damas soient faits avec une chaîne de 96 portées de 80 fils chacun, et avec un peigne de 24 portées, pour qu'il se trouve 8 fils par chaque dent de ce peigne, et qu'il ne soit employé à l'ourdissage des damas que des organsins du poids de 6 octaves (6 octaves sont 18 deniers poids de marc), chaque raz (un raz fait demi-aune de France), au-moins, étant teints, ce qui vaut autant pour le poids qu'une once et demie chaque aune de la chaîne pour ceux qui s'ourdissent en France.
Les Piémontais ont eu soin de fixer le nombre des portées par rapport à la quantité de soie dans leurs damas de même que les poids par rapport à la qualité, et n'ont pas oublié de faire ordonner que les peignes pour la fabrication de ce genre d'étoffe fussent composés d'un nombre de portées proportionné à la quantité de la soie, et ne continssent que 8 fils chaque dent.
La fixation du poids serait inutîle si le nombre des portées n'était pas désigné, parce qu'on pourrait mettre moins de portées et un organsin plus gros, s'il n'était question que de la qualité, afin que le même poids se trouvât toujours à la chaîne, en conformité du règlement ; ce qui contribuerait à une défectuosité d'autant plus grande, qu'il n'est personne qui ne sache que ce n'est pas le fil le plus gros et le plus pesant qui fait la plus belle toile, mais bien le plus fin et le plus léger, la quantité nécessaire supposée complete .
Les Génois mettent 100 portées aux moindres damas meubles de leurs fabriques, et un peigne de 25 portées pour faire également le nombre complet de 8 fils chaque dent ; ce qui doit immanquablement faire une étoffe plus parfaite que si elle ne contenait que 90 portées, comme il est ordonné par les règlements de 1737 et 1744, concernant les manufactures de Lyon.
La quantité des portées prescrite pour les damas de Turin et de Gènes, étant supérieure à celle qui est prescrite pour ceux qu'on fait en France, il est évident que leurs étoffes doivent surpasser ces dernières ; ce n'est pas encore assez pour leur perfection, ces étrangers veulent aussi que le poids de leur chaîne soit fixé, crainte qu'un organsin trop fin n'altérât la qualité de l'étoffe ne garnissant pas assez ; ce que tous nos fabricateurs de règlements n'ont pas su imaginer, quoiqu'ils se soient attachés à des minuties infiniment au-dessous de ce que demande le damas pour qu'il soit parfait.
Si un organsin extraordinairement fin peut rendre led amas défectueux, quoique le nombre des portées soit complet, un organsin extraordinairement gros ne le rendra pas parfait ; il faut une matière proportionnée à l'étoffe pour laquelle elle est destinée ; de façon que si un organsin trop fin fait paraitre l'étoffe affamée ou peu garnie, celui qui est trop gros fera paraitre un satin rude et sec, au-lieu d'être doux et velouté, comme il faut qu'il soit pour que l'étoffe soit en qualité.
Les Génois fabriquent encore des damas pour meubles, qui sont les plus parfaits qu'on puisse faire en ce genre ; ils sont composés de 120 portées, et faits avec un peigne de trente portées, pour avoir, à l'ordinaire, 8 fils par dent. Ces damas ne sont distingués des ordinaires de 100 portées que par la lisière ou cordon qu'ils appellent cimossa, laquelle est faite en gros-de-tours, non en taffetas, c'est-à-dire que les deux coups de la navette, dont la trame sert à former l'étoffe, qui sont passés à chaque lac, passent pour le cordon sous un même pas, et forment un parfait gros-de-tours et une belle lisière ; ce qui sert à les distinguer des damas ordinaires.
Cette façon de faire la lisière ou cordon du damas en gros-de-tours, aussi-bien que la cordeline, est si ingénieuse, qu'on ose soutenir que de cinq ou six mille maîtres fabriquans qui sont à Lyon, il n'en est pas peut-être dix qui sur le champ soient en état de démontrer de quelle façon peut être faite une chose aussi singulière, pas même encore en leur donnant le temps de l'étudier. Ce sont cependant des paysans très-grossiers qui font de telles étoffes, aussi-bien que les velours.
A l'égard de la façon dont les damas sont travaillés à Gènes, elle est différente de celle de France.
Toutes les chaînes des étoffes façonnées qui se font ou fabriquent à Lyon, ne reçoivent l'extension forte qu'elles doivent avoir pendant le cours de leur fabrication, qu'au moyen d'une grosse corde, laquelle étant arrêtée par un bout au pied du métier, fait ensuite trois ou quatre tours au-tour du rouleau sur lequel la chaîne est pliée, et ayant son autre bout passé dans un valet, ou espèce de bascule de la longueur d'un pied et 1/2 plus ou moins, dont une partie taillée en demi-rond enveloppe ce même rouleau sur lequel il est posé horizontalement, on accroche à son extrémité un poids d'une grosseur proportionnée, et selon qu'exige la longueur de la bascule qui tient le rouleau arrêté ; de façon que pour tenir la chaîne tendue il faut tourner le rouleau opposé sur lequel l'étoffe se roule à mesure qu'on la travaille, et au moyen d'une roue ou roulette de fer, taillée comme une roue à rochet d'une pendule, dans les dents de laquelle accroche un fer courbé pour entrer dans chacune de la roulette, et la retenir ; à mesure qu'on tourne le rouleau de devant, auquel est attaché et placé carrément la roulette en question, on fait devider le rouleau de derrière, et la chaîne se trouve toujours tendue.
Cette façon de tenir tendue la chaîne des étoffes façonnées est très-commode, principalement pour les riches, qui demandent une extension continuelle de la chaîne, par rapport à cette quantité de petites navettes ou espolins, qui ne pourraient pas se soutenir sur l'étoffe si la pièce était lâche ; mais elle est sujette à un inconvénient auquel on ne saurait parer, en ce que les grandes secousses que la tire occasionne pendant le travail de l'étoffe, jointes aux coups de battant, et à la liberté que la bascule donne au rouleau de derrière de devider, font toujours lâcher un peu plus, un peu moins la chaîne, laquelle par conséquent perdant une partie de son extension, la fait perdre également à l'étoffe fabriquée. De-là vient le défaut ordinaire des damas de Lyon de paraitre froissés dans des certains endroits si-tôt qu'ils sont hors du rouleau, ce qui s'appelle gripper, dans le langage de la fabrique de Lyon, défaut qui ne se trouve point dans les damas de Gènes, ou autres d'Italie, parce qu'ils sont travaillés différemment.
Les Génois n'ont ni corde, ni bascule, ni roulette de fer attachée à l'ensuple ou rouleau de devant, pour tenir tendues les chaînes de leurs étoffes ; ils se servent seulement de deux chevilles de bois, dont la première de deux pieds de longueur environ, étant passée dans un trou de deux pouces en carré, fait au rouleau de devant, qui pour cet effet est percé en croix en deux endroits de part en part, est attachée par le bout à une corde qui tient au pied du métier de devant.
L'ensuple ou rouleau de derrière est percé aussi à un des bouts, comme celui de devant ; et lorsqu'il est question de donner l'extension à la chaîne, on passe dans une des quatre entrées que forment les deux trous de part en part, une cheville de bois de la longueur de trois pieds et demi au moins, à l'aide de laquelle on donne l'extension nécessaire pour la fabrication, en attachant la cheville par le bout à une corde placée perpendiculairement à l'estaze du métier, au-dessus de l'endroit où ce même bout se trouve.
Cette façon de tenir la chaîne tendue n'est susceptible d'aucun inconvénient ; au contraire, par le moyen de la cheville de derrière, on ne lui donne que l'extension qu'elle demande ; ce qui n'arrive pas avec la bascule qui, selon l'humide ou le sec, laisse courir le rouleau ou ensuple de derrière plus ou moins, suivant les grandes ou petites secousses que la chaîne reçoit par la tire, toujours pesante dans le damas, et cause l'inégalité qui se trouve dans les étoffes façonnées de cette espèce ; elle empêche le froissement ou grippure qui se trouve dans les damas de Lyon, parce qu'elle retient toujours la chaîne dans cette même égalité d'extension qui lui est nécessaire pour la perfection de l'étoffe ; les secousses qu'elle reçoit ne la faisant ni lâcher, ni tirer plus qu'il ne faut, elle fait même que l'étoffe reçoit une espèce d'apprêt pendant la fabrication, qui ne se voit que dans les damas de Gènes, ou autres fabriqués de la même manière.
Quoiqu'on n'ait pas fait mention de la quantité de brins dont l'organsin, pour faire le damas, est composé, on pense bien que ceux qui sont faits avec un organsin à trois brins, doivent être plus beaux que ceux faits avec un organsin qui n'en contient que deux, par conséquent on ne dira rien de plus sur cet article.
La façon dont on vient de démontrer la différence qui se trouve dans la fabrication des damas d'Italie, et dans celle des damas qui sont fabriqués en France, de même que celle qui se trouve dans la quantité et qualité des soies dont les uns et les autres sont composés est si sensible, qu'il n'est personne qui ne convienne que dès que les fabriquans de France voudront se conformer à la maxime des Italiens, ils feront des étoffes aussi parfaites que celles qui sont travaillées par les montagnards de Gènes.
Tout ce que les fabriquans de France pourraient opposer à ce qui vient d'être dit en ce qui concerne le damas, et ce qui a été dit précédemment concernant le velours, est qu'étant obligés de tirer du Piémont les organsins propres à faire les chaînes de semblables étoffes pour qu'elles soient parfaites, les droits de sortie, les frais de transport, les droits d'entrée dans le royaume, la provision des commissionaires qui vendent pour le compte des négociants piémontais, leur faisant revenir la soie infiniment plus chère qu'aux Génois et aux Italiens, il s'ensuit que l'étoffe fabriquée leur reviendrait également à un prix qui les mettrait hors d'état d'en faire le commerce.
Observation concernant ce dernier article qui demande un examen très-scrupuleux.
Le ballot d'organsin teint ne rend au plus que soixante quinze livres, ce qui fait que la soie teinte revient 5 liv. 5 s. plus chère aux François qu'aux Italiens, attendu qu'ils sont obligés de payer les droits du quart de la soie, qui s'en Ve en fumée dans les opérations de la teinture, et que les droits qui se perçoivent en France, n'équivalent pas sur les étoffes étrangères aux frais que les fabriquans français sont obligés de supporter, ce qui fait que l'étranger peut donner sa marchandise à meilleur prix que le fabriquant français.
Si les fabriquans français achetaient eux-mêmes en Piémont les soies qu'ils emploient, ils gagneraient et les frais de commission, et les diminutions qui se trouvent sur les ballots ; en les faisant conditionner, la loi étant telle que le négociant piémontais ne saurait le refuser ; et que dans l'article qui est contenu dans cette loi, il est précisément stipulé que dans le cas où l'acheteur et le vendeur seront convenus que la soie ne passerait pas à la condition publique, dans le cas de contestation pour l'humidité ou autre defectuosité, le consulat de Turin n'en prendrait aucune connaissance, ce qui n'est pas de même quand la soie y a passé.
Il faudrait des fonds trop considérables pour acheter comptant les soies qu'ils emploient, vendre leurs marchandises pour terme, payer les façons, etc. les soies se vendant ordinairement à Lyon pour dix-huit mois de terme, d'ailleurs les marchands de soie de Lyon sont obligés de faire de grosses avances à ceux du Piémont dans le temps du tirage des soies, tant pour l'achat des cocons dans les campagnes qui ne se fait que comptant, que pour le payement des femmes qui tirent la soie, et autres frais. Les Anglais et Hollandais fournissent des fonds quelquefois deux années d'avance, parce qu'ils en tirent plus que nous, attendu qu'ils n'en cueillent point.
Des étoffes riches en 800. Les étoffes qui se font depuis peu en 800, sont assez singulières pour qu'elles méritent de tenir place dans les mémoires de la fabrique d'étoffes de soie, or et argent.
Les étoffes en 800 ordinaires n'ont point de répétition, parce que si elles en avaient, il faudrait nécessairement 800 cordes de rame, 800 arcades et 800 cordes de semple, ce qui donnerait 1600 mailles.
(a) La condition publique est une chambre établie à Turin, pour y mettre les soies lorsque l'acheteur en convient avec le vendeur. Cette chambre contient quatre cheminées, dans lesquelles on fait un feu modéré pendant toute l'année, excepté dans les mois de Mai, Juin, Juillet et Aout. Dans cette chambre, on sépare la soie par matteaux, qui contiennent quatre à cinq écheveaux chacun ; on les passe dans des ficelles, lesquelles sont suspendues dans le milieu ; et le ballot ayant été pesé avant que d'y être porté, on laisse la soie vingt-quatre heures ; après quoi on la repese : si le ballot a diminué de deux livres et demie, il est reporté une seconde fais, et enfin si à la troisième la diminution se trouve encore de même, pour lors il est confisqué. Comme personne n'est forcé de porter la soie à la condition publique, les propriétaires de celles qui sont envoyées à Lyon n'ont garde de faire passer les leurs par une épreuve de cette sorte.
Or comme on a démontré dans tous les mémoires, que la réduction ordinaire de l'étoffe riche est de 800 mailles de corps, il s'ensuit que tous les 800 qui se sont faits jusqu'à ce jour, sont sans répétition et montés en 800 cordes de rame, et autant de semple, et une demi-arcade seulement, ce qui supprime la répétition.
Suivant la nouvelle méthode, on fait une étoffe en 800, c'est-à-dire, sans répétition dans sa largeur avec 400 cordes seulement et 400 arcades. Il parait surprenant qu'avec 400 arcades il n'y ait pas de répétition, attendu qu'il n'est pas difficîle de faire une étoffe qui dans sa largeur n'aura point de répétition, en attachant une demi - arcade à chaque corde de rame et ne laissant que 400 mailles de corps, mais il parait impossible de la faire avec une arcade entière qui lève 800 mailles.
Pour faire une étoffe dans ce gout, il faut faire deux desseins de même hauteur pour 400 cordes de semple, soit 8 en 10, soit 8 en 11, soit 8 en 12, suivant que le fabriquant désire que l'étoffe soit réduite, la liseuse met les deux desseins l'un sur l'autre ; et quand elle a lu un lac ou toutes les couleurs différentes qui sont sur la ligne horizontale du premier dessein, elle en lit un autre sur le second, et continue de même jusqu'à la fin de deux desseins en entier. Il faut bien faire attention que sous la dénomination d'un lac en fait de lisage de dessein, on comprend toutes les dorures et soies qui se brochent d'un ou deux coups de navettes aux deux autres, suivant la disposition de l'étoffe, mais ordinairement il n'y en a qu'un, attendu que la trame ne doit faire aucune figure dans ce genre d'étoffe, mais seulement le corps de cette même étoffe, de façon que quoiqu'il se trouve 5, 6, 7, même 8 lacs et plus à brocher dans l'intervalle d'un coup de navette à l'autre, tous ces lacs ensemble néanmoins n'en composent qu'un, suivant le lissage. On voit actuellement à Lyon des étoffes qui ont jusqu'à 12, même 13 lacs brochés et un passé, ce qui fait 14 lacs ; mais elles sont rares, attendu les frais de la main - d'œuvre, et qu'il n'est pas possible d'en faire plus d'un demi-quart par jour. Tous ces lacs brochés cependant et le lac passé n'en composent qu'un suivant le lissage.
Le dessein lu et le métier monté, l'ouvrier fait tirer les premiers lacs qui doivent être brochés, et ne passe ou ne broche sur l'étoffe qu'un côté des lacs qui ont été tirés et qui se rapportent au premier dessein lu ; il faut tirer ensuite les lacs du second dessein, et les broches dans la place qu'il a laissé vide, ou qu'il n'a pas broché dans l'étoffe, de façon qu'il ne broche qu'une répétition de chaque dessein, soit à droite, soit à gauche ; de cette manière, il se trouve qu'encore que le métier ne soit monté que de 400 cordes à l'ordinaire, les deux desseins lus, comme il a été démontré, contenant 400 cordes chacun, forment un 800 parfait.
Suivant cette façon de travailler, il se trouve qu'une étoffe de 6 lacs brochés chaque dessein en contient 12, ce qui augmente considérablement les frais de main-d'œuvre ; on a cependant trouvé le moyen de parer à cet inconvénient, mais il n'est pas aisé. Comme il n'y a encore que trois ou quatre métiers dans Lyon montés dans ce genre, il ne s'est trouvé qu'une liseuse qui ait pu mettre en usage la méthode qui commence à se mettre en pratique pour diminuer la quantité de lacs brochés. Il faut, pour cette opération, que la liseuse observe le vide ou le fond qui se trouve dans chacun des deux desseins, et qu'elle ait soin de porter les parties qui se trouvent garnies dans le premier dessein dans le lac de la partie vide du second, et de même celles qui se trouvent garnies dans le second dessein dans la partie vide du premier ; ce qui fait qu'au lieu de 12 lacs brochés, il arrive qu'il ne s'en trouve quelquefois que 6, 7 à 8, plus ou moins ; il faut en même temps que l'ouvrier ait un grand soin de ne pas brocher à droite ce qu'il a broché à gauche sur le drap ou étoffe, ce qui n'est pas aisé ou facîle pour l'ouvrier, et encore plus mal-aisé pour la liseuse, qui est obligée de choisir ses lacs, pour ainsi dire, des yeux ; insensiblement les liseuses et les ouvrières s'accoutumeront à travailler dans ce gout, parce qu'il n'est rien dont les fabriquans ne viennent à bout lorsqu'ils veulent s'appliquer sérieusement.
Quoique cette façon de lire le dessein soit détaillée autant qu'elle peut l'être, de même que celle de travailler l'étoffe, elle ne parait pas aisée à comprendre, si on ne connait pas à fond, pour ainsi dire, le métier ; ainsi l'on pourrait objecter que, sans se donner tant de peine, il ne serait pas difficîle de monter un métier et faire une étoffe sans répétition, en faisant lire un dessein de 400 cordes à l'ordinaire, et au-lieu de 800 mailles de corps n'en mettre que 400.
L'on répondra à cette objection qu'il est très-aisé de faire une étoffe sans répétition sur un 400 ordinaire ; mais on observera en même temps que si le corps ne contenait que 400 mailles, la réduction serait si grossière, qu'au-lieu de 4 à 5 bouts dont un gros-de-tours ou satin est composé pour la trame qui fait le corps de l'étoffe, il en faudrait plus de dix ; en voici la raison.
Le papier réglé sur lequel le dessinateur peint son dessein, porte la largeur juste de l'étoffe. Ce dessein étant répété deux fois dans cette même étoffe, doit se trouver réduit à la moitié juste dans la hauteur, comme il est forcé de l'être dans la largeur. Pour parvenir à cette réduction, il faut que la trame qui en fait le corps soit proportionnée pour qu'elle soit parfaite, attendu que si on trame trop gros, les fleurs, feuilles ou fruits qui doivent être ronds, seront larges ; de même que si on trame trop fin, les fleurs seront écrasées, et perdront de leur beauté ; c'est pour cela qu'un dessein sur un papier de 8 en 10 exige d'être tramé plus gros que celui qui est sur un 8 en 11 ; de même que celui qui est sur un 8 en 11, doit être également tramé plus gros que celui qui est sur un 8 en 12, attendu que la dixaine étant parfaitement carrée, plus elle contient de coups dans sa hauteur, plus il faut qu'ils soient fins pour qu'ils puissent y entrer. Ce fait posé pour principe, il s'ensuit que 400 mailles de corps dans la largeur ordinaire, qui ne garniront que par la quantité de 8 mailles chaque dixaine, ne réduiront pas autant que 800 mailles qui en donneront 16, attendu la répétition. Par la même raison, puisque 12 coups doivent former le carré dans un dessein de 8 en 12 sur 16 mailles, il en faudrait 24 sur 40 mailles dans la largeur ; ce qui écraserait la fleur, laquelle, pour être dans sa rondeur, exigerait une fois plus de trame chaque coup que l'étoffe ordinaire, à quoi il faut ajouter que la découpure dans le dessein qui ordinairement est de 4 fils doubles, se trouvant pour lors de 8, ajouterait une imperfection par sa grossiereté, à laquelle il serait impossible de parer, puisque dans un satin de 90 portées qui composent 7200 fils, la maille de corps contenant 9 fils, pour lors elle en contiendrait 18. On peut voir dans le traité des satins réduits toutes les proportions géométriques qui doivent être observées pour former une réduction juste dans toutes les étoffes, proportionnément à la quantité de mailles de corps contenues dans les largeurs ordinaires, puisque chaque maille doit avoir sa corde. Par exemple,
Un fabriquant de Lyon vient de monter un métier qui commencera à travailler dans la semaine : ce métier contient 3200 mailles de corps sans répétition, conséquemment 3200 cordes de rame, et autant de semple. Comme la largeur de 3200 cordes de semple porterait huit fois autant de largeur qu'un 400 ordinaire, on a adossé deux cassins de 1600 cordes chacun, lesquelles cordes sont faites d'un fil de lin très-fin, et ne porteront pas plus large qu'un 800 ou un mille à l'ordinaire : ce qui facilitera le travail qu'une trop grande largeur aurait totalement rendu impossible. L'étoffe qui doit être fabriquée, ne sera point à répétition, attendu qu'elle est destinée pour habit d'homme à bordure, qui ne saurait être répétée, cette bordure n'étant que d'un côté, de même que la patte de la poche et la soupatte qui ne sauraient se trouver dans le milieu de l'étoffe, par conséquent être répétées. Ce métier aura deux corps de 1600 mailles chacun ; chaque maille ne devrait avoir qu'un fil double ; mais comme le double corps exige deux chaînes, ou une chaîne et un poil ; chaque maille de corps contiendra deux fils doubles : ce qui fera la réduction tant dans la chaîne que dans le poil.
Suivant cette disposition, une fleur qui dans un 400 ordinaire de huit dixaines de largeur est réduite à 4 dixaines, sera réduite dans celle-ci à deux : ce qui est un objet considérable, puisqu'elle doit être dans sa hauteur d'une pareille réduction ; mais pour parer à un inconvénient aussi difficile, on prend un parti convenable, qui est qu'au lieu de peindre le dessein dans sa hauteur sur un papier de 8 en 10, en 11 ou en 12, on tourne le papier de côté, et on peint le dessein sur le papier en hauteur de 10, de 11, de 12 en 8 : ce qui fait qu'au lieu de 12 coups de navette que contient la dixaine sur une largeur de 8 cordes, il n'en faut que 8 sur une largeur de 10, 11 ou 12 ; pour lors on peut donner à la trame un peu plus de grosseur, pour que l'étoffe ait sa qualité : ce qui n'empêche pas que la découpure ne soit exactement fine, dès qu'elle ne contient que deux fils par mailles de corps : et ce qui fait toute la beauté de la réduction.
Pour ne rien laisser à désirer sur les réponses aux objections qui pourraient être faites sur la réduction, on pourrait avancer que dans un 400 qui ne serait pas répété, le dessinateur n'aurait qu'à faire les fleurs, feuilles et fruits plus longs en hauteur, et que pour lors l'ouvrier étant obligé de mettre en rondeur tous les sujets dont le dessein serait composé, il ne serait pas obligé de tramer avec tant de brins. A quoi on répond 1°. qu'il ne serait pas possible qu'un dessinateur travaillât régulièrement, s'il était obligé de défigurer son dessein ; 2°. la découpure étant grosse par la maille de corps, lorsqu'elle se trouverait placée perpendiculairement, serait beaucoup plus fine, lorsqu'elle le serait horizontalement, parce qu'elle serait beaucoup plus serrée par la finesse de la trame ; 3°. il est d'une nécessité indispensable que le dessein soit peint avec une correction exacte, puisque pour parvenir à ce point, les dessinateurs qui veulent faire du beau, sont obligés de faire des esquisses autant parfaites qu'il leur est possible, sur des papiers qui portent juste la moitié de l'étoffe, pour celles qui sont répétées, de façon que l'esquisse doit être semblable à l'étoffe, tant en hauteur qu'en largeur, et quand elle est faite, on la divise en plusieurs carrés égaux pour la peindre de même sur le papier réglé ; on appelle mettre en carte l'esquisse qui est divisée également en même nombre de carrés : ce qui fait qu'en supposant l'esquisse parfaite, il n'est pas possible que le dessein soit autrement. Par exemple, une esquisse qui représente l'étoffe fabriquée, doit porter juste la moitié de la feuille du papier réglé, puisque la feuille porte juste la largeur de l'étoffe dont le dessein est répété. La feuille du papier réglé contient 50 dixaines de largeur et 40 de hauteur ; on la divise en dix parties pour la largeur de cinq dixaines chacune, et en huit parties pour la hauteur : ce qui fait également cinq dixaines pour la hauteur, conséquemment des carrés parfaits. On divise l'esquisse de même, après quoi on peint le dessein ; et en suivant cette méthode, il est physiquement impossible de se tromper.
Modele d'un dessein à répétition. Faites lire le dessein A A, en commençant par le même endroit jusqu'en O O, la partie ou le côté A A étant en-bas ; la feuille étant lue, renversez-la, et mettez A A en haut ; lisez une seconde fais, et commencez de même par A A, en montant la feuille à mesure que l'on lira pour finir en O O. Cette façon de lire vous donnera l'étoffe, comme si vous aviez lu à l'ordinaire la feuille B B à la suite de la feuille A A : ce qui fait que la moitié du dessein suffit pour les étoffes à desseins répétés, et épargne la moitié du travail au dessinateur.
Avec la machine du sieur Maugis il n'est besoin que de lire une fois la demi-feuille pour semblable opération.
Fonds d'or ou d'argent. Tous les fonds d'or ou d'argent riches, qui se fabriquent aujourd'hui à Lyon, soit pour habits d'hommes, soit pour vestes, se font à double corps, ou à la broche ; il n'y a plus que les fonds d'or pour ornement d'églises qui se fassent à l'ordinaire, c'est-à-dire comme ils ont été démontrés précédemment, avec des fonds de couleur : tous les riches en or ont des chaînes, poils, etc. en couleur d'or ou aurore ; et ceux en argent, en blanc.
Toutes les chaînes des fonds or contiennent 40 portées doubles, qui composent 3200 fils doubles, et 10 portées de poil, qui font 800 doubles ou simples ; doubles, si l'organsin est fin ; et simple, s'il est gros : on ajoute un second poil de 40 portées simples, lorsque l'on veut une dorure relevée qui imite la broderie. Tous les métiers généralement quelconques, sont montés en gros de tours, c'est-à-dire sur 4 lisses de levée pour la chaîne et le rabat, et autant pour le rabat du poil ; et deux seulement pour le lever.
Tous les métiers et doubles corps ont 200 cordes pour la chaîne, et 200 cordes pour le poil ; chaque corde, tant de la chaîne que du poil, contient deux arcades pour faire lever les 800 mailles de chaque corps, ce qui fait que les fleurs ou ornements sont répétés quatre fois dans l'étoffe ; on ne saurait en répéter moins dans les 400 ordinaires.
Comme la lame, soit or ou argent, est ce qu'il y a de plus brillant dans l'étoffe riche, c'est aussi cette partie de dorure qui est semée le plus abondamment dans toutes les étoffes ; on la passe presque dans toutes à-travers avec la navette ; on la broche dans quelques-unes, mais rarement.
Ce coup de navette en lame doit faire deux figures très-différentes, quoique d'un seul jet ; la première, un grand brillant où la lame n'est point liée ; la seconde, un très-beau fonds moiré, suivant le goût du dessinateur.
Pour l'intelligence de cette opération nous donnerons le nom de petit corps, à celui dans lequel les fils de poil sont passés seulement, et le nom de grand corps à celui dans lequel la chaîne est passée de même.
Les desseins pour ce genre d'étoffe doivent être lus sur les deux corps ; pour le broché ou autre coup de navette s'il s'en trouve, telles que les rebordures, etc. à l'exception du lac de la navette de lame, lequel doit être peint en deux couleurs, l'une pour faire la moire, et l'autre pour faire le brillant.
De quelque façon que soient peintes les deux couleurs, pour faire avec la navette un fonds moiré et un fonds brillant, néanmoins pour concevoir plus aisément cette opération, nous supposerons le tout moiré en marron pour la couleur peinte sur le dessein, et le brillant en rouge.
Ces deux couleurs doivent être lues ensemble, et ne contenir qu'un seul lac ; savoir le rouge sur les deux corps, et le marron sur le grand corps seulement.
Pour travailler l'étoffe on passe le coup de fonds en soie aurore ou blanc, suivant les dorures ; on broche ensuite les espolins, soit soie, soit dorure différente de la lame, et au dernier coup la navette de lame, crainte que si on la passait au premier coup, après la navette de soie la lame n'étant point arrêtée, le broché de tous les espolins ne la fit écarter ou rompre. Sitôt que la lame est passée, on fait lever les lisses du poil seulement, sous le fil desquelles on passe, sans aucun lac tiré, un coup de navette, auquel on donne le nom de coup perdu, et cela pour arrêter le poil qui, sans ce coup, trainerait sous la pièce dans les parties moirées.
Il est donc aisé de comprendre que dès que l'on tire le lac de lame, tout ce qui est lu sur les deux corps se tire, à l'exception du marron, qui n'étant lu que sur le grand corps, la partie qui ne se tire pas demeure en fonds, et fait le liage de la moire ; cela est clair, puisque c'est la partie du poil qui n'est lue que sur un corps.
Les habits pour homme et les vestes très-riches ne contenant que de très-petites fleurs, il s'en fait à quatre chemins qui font quatre répétitions ; il s'en fait ensuite à cinq chemins, à six, à sept et à huit, et point au-dessus. Mais comme le fabriquant doit chercher la facilité du travail dans ses opérations, et qu'il faut nécessairement que les 800 mailles de chaque corps travaillent, un métier à quatre chemins ou répétitions, doit contenir 200 cordes pour chaque corps, ce qui fait deux arcades chaque corde de rame, et 400 cordes à l'ordinaire.
Un métier à cinq répétitions ou chemins, se monte avec 160 cordes, qui sont 320 pour les deux corps, et deux arcades et demie à chaque corde de rame.
Trais arcades à chaque corde de rame, un métier à six chemins, 133 cordes, 266 pour les deux corps.
3 arcades 1/2 à chaque corde de rame, un métier à 7 chemins, 114 cordes, 228 pour les deux corps.
4 arcades à chaque corde de rame, un métier à 8 chemins, 100 cordes, 200 pour les deux corps.
Comme l'extension des chaînes qui sont nécessaires pour la fabrication des étoffes riches, fatigue beaucoup plus les cordages que les plombs qui sont attachés aux mailles du corps, les fabriquans qui ont un peu d'intelligence, prennent deux cordes pour une lorsqu'ils font lire les desseins, dans le nombre de celles qui sont destinées pour le grand corps, dont chaque maillon doit soutenir quatre fils doubles de la chaîne, et quatre fils simples pour le relevé, ce qui compose douze fils bien tendus ; et s'il y a huit répétitions, chaque corde doit faire lever 96 fils, ce qui les fatigue beaucoup, tant celles du semple que celles du rame : conséquemment c'est une attention qui même n'est pas connue de tous nos fabriquans de Lyon, dont la plupart ne sont, pour ainsi dire, que des automates qui ne savent travailler que machinalement ; au lieu que dans le petit corps, un métier monté à huit répétitions, ne lève pas plus de huit fils simples ou doubles, et encore d'un poil qui n'est pas tendu extraordinairement pour que la dorure ou lame liée paraisse mieux dans l'étoffe.
On ne croit pas devoir obmettre que tous les gros de tours riches étant composés de 40 portées doubles, qui font 3200 fils, les poils pour lier la dorure de 10 portées qui font 800 fils, il se trouve par ce moyen quatre fils doubles, chaque maille de corps et un fil de poil simple ou double, conséquemment quatre fils doubles, à chaque dent de peigne qui contient 800 dents, et un fil de poil ; ce qui fait que dans les doubles corps, ce liage serré, et les fils si près les uns des autres, font la moire en question, le liage du poil dans les autres étoffes brochées n'étant que du quart du poil qui est passé sous quatre lisses de rabat, c'est-à-dire toutes les quatre dents du peigne, un fil.
L'on ajoutera encore qu'il faut autant d'arcades au petit corps qu'il en faut au grand, pour que le tout puisse se faire juste ; et cela à proportion des répétitions.
Le beau relevé se fait aujourd'hui avec un deuxième poil de quarante portées simples ; ce qui fait quatre fils séparés chaque maillon et chaque dent du peigne.
La dorure pour relever est ordinairement or ou argent lisse, broché à deux bouts ; il faut que le dessein et le métier soient disposés pour cette opération.
Quant au dessein, la dorure qui doit être relevée, doit être peinte d'une seule couleur, selon l'idée du dessinateur ; la partie qui doit être relevée, doit être peinte d'une couleur opposée à cette première, et par-dessus ; en observant que dans toutes les parties qui contiennent les extrémités des sujets, il y ait au-moins deux côtés au-delà de celles qui doivent être relevées, c'est-à-dire que si la dorure qui doit être relevée est peinte en jaune ; la partie qui doit faire le relevé en bleu, peinte sur la partie jaune, tous les contours, refentes, etc. doivent être rebordés de deux cordes de jaune, tant en-dehors qu'en-dedans.
Pour brocher le relevé, on tire le lac peint en blanc, et on fait rabattre tout le poil des 40 portées simples, qui ordinairement n'est passé que dans le corps, et sous deux ou quatre lisses de rabat ; après quoi on passe l'espolin qui contient une petite canette de 4 ou 6 gros bouts de soie, après quoi on laisse aller la marche, et on fait tirer un second lac qui est le même, à l'exception des deux cordes de plus dans toute sa circonférence, et on broche l'espolin de dorure.
Les deux cordes de plus, peintes dans les circonférences et découpures des fleurs relevées, sont si nécessaires, que si elles manquaient, on ne tirerait que la même partie sous laquelle aurait passé la soie pour relever ; il arriverait alors que la soie passée étant étendue aussi-bien que la dorure, resserreraient les rives ou extrémités des fleurs de telle façon qu'il se ferait des ouvertures dans l'étoffe, qui seraient très-défectueuses, et porteraient coup à la vente ; ce qui est arrivé dès le commencement que le relevé a été mis en pratique.
Etoffe à la broche. Le fonds d'or ou d'argent à la broche ne diffèrent en aucune façon pour l'apparence de ceux qui sont à double corps, mais la fabrication en est très-différente ; outre que l'on peut fabriquer un fonds or à la broche, comme une autre étoffe, avec 400 cordes et deux répétitions seulement ; au-lieu qu'en double corps il faudrait 800 cordes, savoir 400 pour la chaîne.
L'invention de la broche, dès le commencement, ne fut mise en pratique que pour rendre le liage de la corde plus fin, et pour le faire grand ou petit, suivant que la beauté de l'étoffe l'exigeait ; pour lors on faisait tirer les cordes du liage telles qu'elles étaient peintes par le dessinateur, et en même temps on faisait rabattre avec la marche une lisse qui faisait baisser un fil double de chaque maille du corps qui était tirée, après quoi on passait la broche ; et faisant tirer ensuite le lac qui devait être broché, et joignant la broche au peigne, il arrivait que le lac tiré en levant la broche, enlevait en même temps les trois quarts de chaque maille de corps qui étaient demeurées dessus, et ne laissaient pour lier que le quatrième fil que la lisse de rabat avait fait trouver sous la broche lorsqu'on l'avait passée quand le lac avait été tiré.
La broche fait aujourd'hui le même effet que le double corps ; il y a encore cette différence qu'avec la broche on peut faire un fonds moiré avec le quart de la chaîne, en faisant baisser une lisse du rabat ; pour lors il ne faut point de coup perdu, comme au double corps ; ou-bien avec le poil en faisant baisser les quatre lisses de liage ; pour lors il faut le coup perdu comme au double corps ; ainsi tout revient au même.
Les métiers pour la broche sont montés à l'ordinaire, comme tous les gros-de-tours en 40 portées doubles de chaîne, et de dix de poil ; on les monte aussi en relevé, en ajoutant un second poil de 40 portées simples, comme il a été dit ci-devant. Les parties qui doivent faire fonds moire et fonds brillant par la lame, doivent être peintes sur le dessein, comme celles des doubles corps.
Au lieu d'un seul lac qui suffit pour le double corps, afin de faire le moère et le brillant, ici il en faut deux. En supposant la partie du brillant sans liage peinte en rouge, et celle de la moire en marron, on tire la partie peinte en rouge, sous laquelle on passe la broche nuement, sans bouger ni faire mouvoir aucune lisse, et lorsque la broche est passée, on prend le second lac peint en marron, que l'on tire avec celui qui est peint en rouge ; pour lors faisant baisser tout le poil de dix portées, ou une des quatre lisses qui contient le quart de la chaîne, on passe la navette de lame, ou on broche l'espolin de la même qualité de dorure.
Il est très-aisé de comprendre, que le premier lac tiré se trouvant (ou la soie qu'il leve) toute sur la broche, quand le second est tiré ensuite, la broche étant près du peigne, les fils que la lisse de rabat fait baisser étant sur la broche, ne peuvent pas se trouver dessous étant arrêtés par cette même broche, et qu'il n'y a que ceux du second lac, lesquels se trouvant dessous, et n'étant gênés en aucune façon, forment la figure de la moire, en baissant aussi bas que le reste de la chaîne qui ne se tire pas ; et le vide qui se trouve dans la partie où les fils ne peuvent pas baisser, forment le brillant de la lame. Il est vrai que pour cette opération il faut deux temps ; savoir, celui de passer la broche, et celui de passer la navette, au lieu qu'au double corps, il n'en faut qu'un, qui est celui de passer la navette seulement. Mais en revanche sur le métier de la broche, on peut, comme on l'a déjà dit, faire l'étoffe à l'ordinaire à deux répétitions non seulement, mais encore toutes sortes de gros-de-tours à la broche ou non, sans rien changer au métier, ce qui ne saurait se faire avec les doubles corps.
L'on a trouvé depuis peu une invention assez jolie pour faciliter le travail des étoffes à la broche, qui souvent sont difficiles à travailler ; lorsque la moire se fait par le moyen du quart de la chaîne, il ne sera pas difficîle de le comprendre ; par exemple, lorsque l'étoffe a plus de brillant que de moire, et que l'on fait baisser le quart de la chaîne, il arrive que les fils de cette chaîne, qui est extrêmement tendue, le deviennent encore davantage, lorsque la partie de soie qui doit faire la moère est levée, le quart de cette même partie étant forcé de baisser, faite un triple extension ; savoir, celle de la chaîne ordinaire, celle de la tire, et celle du rabat, lequel pesant sur la broche, la force de baisser, et fait que la navette de lame ne peut se passer que difficilement dans ces moments, qui, suivant les desseins, ne sont pas de durée. Au moyen de cette mécanique, la broche passe derrière le peigne dans quatre lames d'un fer bien poli passé dans la chaîne, comme des mailles de lisses, et lorsqu'on veut passer la navette, on fait lever la petite mécanique, comme une lisse qui soutient la broche, et la navette se passe plus aisément. L'auteur du présent mémoire a donné dans le panneau, comme les autres ; il a fait faire la petite mécanique, et s'en est servi pendant quelques jours ; tout ce qu'elle a de plus beau est de lancer la broche aussi promptement que la navette, et de la retirer de même quand la lame est passée. Après avoir bien examiné si on ne pourrait pas trouver un moyen plus aisé pour cette opération, il n'a pas pu s'empêcher de rire de sa simplicité, et de celle de tous les fabriquans qui travaillent ces genres d'étoffes ; il a raisonné et pensé, que puisque tous les fabriquans en double corps font la moère avec le poil qui est passé au petit corps, on pouvait bien la faire de même avec le poil, quoique le métier fût monté autrement ; de façon qu'au lieu de faire baisser le quart de la chaîne au coup de lame, il a fait baisser les 4 lisses de poil, ce qui revient au même, puisqu'il se trouve un fil par dent de peigne, quand tout le poil baisse, comme au quart de la chaîne.
On pourrait dire que la quantité de fils de poils qui baissent, étant égale à celle des fils de la chaîne, l'extension des fils de poil doit produire le même effet que celle des fils de la chaîne ; à quoi on répondra, que tous les poils en général destinés à lier la dorure dans les étoffes de la fabrique, ne sont point tendus et arrêtés comme les chaînes, attendu qu'ils enterreraient la dorure ; d'ailleurs les poids qui les tiennent tendus montent à fur et mesure qu'ils s'emploient (précaution nécessaire pour conserver l'égalité de l'extension), au lieu que les chaînes sont arrêtées avec des valets ou espèces de bascules chargés de poids considérables, qui empêchent à l'ensuple de jouer pendant le cours de la fabrication, ce qui n'est pas de même au poil qui monte et descend, c'est-à-dire le poids, tandis que l'on travaille l'étoffe, de façon que l'on voit dérouler le poil, lorsqu'on le fait rabattre pour passer le coup de lame, et ainsi monter le poids et descendre, suivant les efforts de la tire et du rabat, et par ce moyen conserver toujours l'égalité de son extension, ce qui est d'une conséquence infinie pour toutes les étoffes de la fabrique, dans lesquelles les poils sont destinés à former des liages dans la dorure. Au moyen de cette façon de travailler, en faisant baisser le poil au lieu de la chaîne, l'on passe la navette de lame aussi aisément que dans une étoffe unie.
Suite des étoffes à la broche. Il se fabrique à Lyon des étoffes riches, auxquelles les ouvriers ont donné le nom d'étoffes à la broche, qui dans le commerce n'ont d'autre dénomination que celle de fonds d'or ou d'argent riches. Voici ce que c'est.
Toutes les étoffes riches de la fabrique, dont la dorure est liée par les lisses, soit par un poil, soit par la chaîne, ont un liage suivi qui forme des lignes diagonales, lesquelles partant à droite et à gauche, selon la façon de commencer ou d'armer le liage, en commençant par la première du côté du battant, et finissant par la quatrième du côté des lisses, ou commençant par cette dernière, et finissant par la première du côté du battant. Cette façon d'armer le liage en général, et pourvu que la lisse ne soit pas contrariée, est la même, ou produit le même effet. Outre cette façon de lier la dorure dans les étoffes riches, elles ont encore une dorure plus grosse, qui imite la broderie, appelée vulgairement dorure sur liage, parce que pour lors on ne baisse point de lisse pour lier cette dorure, qui n'est arrêtée que par la corde ; c'est-à-dire, que dans les parties de dorure qui sont tirées, et qui ont une certaine largeur, le dissinateur a soin de laisser des cordes à son choix, lesquelles n'étant pas tirées, et se trouvant à distance les unes des autres, arrêtent la dorure, et lui donnent plus de relief, parce qu'elles portent plus d'éloignement que le fil ordinaire qui la lie. La distance ordinaire des cordes qui ne sont point tirées, afin d'arrêter la dorure, est de 13 à 14 cordes ; au lieu que dans les liages ordinaires, elle ne passe pas pour les plus larges, 5 à 6 cordes. Outre le brillant que le liage par la corde donne à la dorure, le dessinateur qui le marque au dessein, a encore la liberté de distribuer ce liage à son choix, tantôt à droite, tantôt à gauche, dans une partie de dorure en rond, carrée ou ovale, comme il lui plait, dans une feuille de dorure, à former les côtés, ce qui ne se peut avec la lisse ordinaire. Cette façon de tirer la dorure étant peinte sur le dessein, il n'est pas de doute que le dessinateur ne la distribue d'une façon à faire briller davantage l'étoffe, et qu'il ne la représente comme une broderie parfaite.
Malgré la beauté que l'étoffe acquérera par cette façon arbitraire de lier la dorure, il s'y trouverait un défaut, auquel on a voulu remédier. Trente années ou environ se sont passées, sans qu'on ait pu y parvenir. La corde de la maille qui liait cette dorure, et qui tenait ordinairement dans les fonds gros-de-tours, huit fils simples, ou quatre fils doubles, qui composent la dent du peigne, était trop grosse, en comparaison des autres liages qui ne sont que d'un fil simple, ou deux fils dans le taffetas ou gros-de-tours, parce que ce genre d'étoffe est ourdi de même, et qu'il n'est pas possible de séparer le fil qui a été doublé par l'ourdissage. Il fallait donc trouver le moyen de diminuer la grosseur de ce liage, sans déranger néanmoins la variation qui lui est donnée, pour qu'il soit parfait ; et voici comment en est venu à bout un des plus habiles fabriquans de Lyon.
On a dit ci-devant, que le dessinateur peignait son liage par la corde, pour lui donner l'agrément qu'il désirait ; la liseuse laissait en fond cette corde peinte, afin que n'étant pas tirée, elle formât une découpure, qui arrêtait ou liait la dorure. On a suivi le même ordre, quant à la façon de peindre le dessein ; mais au lieu de laisser en fond la corde destinée à lier la dorure, il a fallu au contraire en faire un lac particulier, et la faire lire comme les autres couleurs.
Lorsqu'il est question de fabriquer l'étoffe, on fait tirer le lac qui contient les différentes cordes destinées à lier la dorure ; ce lac étant tiré, l'ouvrier au moyen d'une marche particulière, posée exprès, fait baisser une des quatre lisses du rabat de la chaîne, laquelle faisant baisser de même un des quatre fils doubles de la maille, il passe une petite baguette de fer ronde et bien polie dans la séparation des fils, que chaque maille tirée a fait lever, de façon qu'il se trouve un fil double de chaque maille dessous la baguette de fer. Cette opération faite, il pousse la baguette de fer du côté du peigne, et immédiatement après, il fait tirer le lac de la dorure qui doit être liée par la corde, en laissant aller le lac des cordes même, sous lesquelles la baguette a été passée. Ce lac étant tiré, les cordes qui doivent lier restent en fond comme à l'ordinaire ; mais la baguette qui est couverte des trois quarts des fils de chaque maille, étant levée par les autres parties de soie, sous lesquelles la dorure doit être passée ; elle lève par conséquent les trois quarts des fils de chaque maille dont elle est couverte, et ne laisse dans le fond que le seul fil double qui a été baissé, lorsqu'on a tiré le lac du liage qui sert seul à lier la dorure, au lieu des quatre qui la liaient précédemment, après quoi l'ouvrier la tire pour passer les autres dorures et les couleurs dont l'étoffe est composée.
Cette baguette est un peu plus grosse que celle qui forme dans le velours cizelé, celui qui n'est pas coupé, et qui vulgairement est nommé velours frisé ; elle a la même longueur et passe transversalement sur l'étoffe.
Cette façon de lier la dorure, est sans contredit une des plus belles inventions qui ait été trouvée dans la fabrique, eu égard à l'état actuel où elle se trouve.
Quelques fabriquans pour se distinguer ont voulu faire des étoffes liées de même, sans se servir de la baguette de fer, qui a fait donner à l'étoffe le nom d'étoffe à la broche, parce que dans le patais de Lyon, on appelle ordinairement broche, une petite baguette de bois, de fer ou de laiton ; ils y ont réussi, en faisant ourdir un poil de 10 portées, composant 800 fils ; mais pour faire cette opération, il fallait 800 mailles de plus, pour contenir les 800 fils de poil, conséquemment 400 cordes de rame, et 400 à chaque semple de plus, ce qui, avec le fil de lac d'augmentation, faisait un objet de trois à quatre cent livres de dépense pour l'ouvrier, indépendamment de l'embarras de cette quantité de cordages, qui retarde toujours la fabrication : au lieu que dans l'étoffe à la broche, il n'y a rien à changer au métier, ni au travail, si ce n'est le temps de la passer, qui n'est rien pour ainsi dire, ce qui a fait donner la préférence à la première invention.
Etoffes riches qui ne peuvent se faire que l'endroit dessus. La Russie et quelques provinces du Nord, tirent de la fabrique de Lyon, des gros - de - tours sans nuances, qui sont très-riches.
Les étrangers veulent des étoffes pour l'hiver, qui aient beaucoup d'apparence, et qui ne soient pas chères, de façon qu'elles ne sont brochées qu'avec de la lame d'or ou d'argent, qui est l'espèce de dorure qui a le plus de brillant, ce qui convient parfaitement à l'un et à l'autre sexe qui ne s'habille, pour ainsi dire, que la nuit, les jours y étant trop courts en hiver ; il est vrai qu'on y envoye aussi des marchandises très-riches, dans le goût ordinaire ; mais comme la lumière favorise plus que les autres celles qui sont faites seulement avec de la lame, celles-ci ont la préférence.
La raison qui fait que les étoffes fabriquées avec de la lame seulement, exigent que l'endroit soit dessus, ne pouvant être faites aussi belles et à aussi bon prix, suivant la méthode ordinaire, demandent une explication détaillée ; il faut la donner.
Les découpures qui sont nécessaires pour donner aux fleurs, feuilles et tiges, l'agrément qui leur convient, pour qu'elles soient parfaites, resteraient en fond de la couleur de la chaîne, dès qu'il n'y aurait qu'un lac broché et appauvriraient l'étoffe, ce qui est le langage ordinaire, parce que les découpures étant ou plus grandes ou plus petites, suivant que les feuilles ou les fleurs l'exigent pour leur perfection, diminueraient leur brillant, attendu l'opposition qui se trouverait entre la soie qui paraitrait terne, en comparaison de la lame, et cette même lame dont l'éclat serait diminué ; il est vrai que l'on pourrait faire lire un second lac qui ne contiendrait que ces découpures, et le brocher en frisé de la même dorure de la lame, c'est-à-dire or, si la lame était or, et argent, si la lame était de même ; pour lors la découpure étant brochée et couverte par un frisé, la fleur, la feuille ou la tige seraient également riches, et l'étoffe ne serait point appauvrie. Il n'est pas possible de trouver une autre méthode pour une étoffe, dont l'endroit est dessous. Dans ce cas, un lac de plus augmenterait la façon de l'ouvrage, et le frisé la matière, par conséquent le prix de l'étoffe.
Les fabriquans de la ville de Lyon, ingénieux à faire des étoffes, dont le bon marché leur procure la préférence, et satisfaisant les personnes qui veulent briller à peu de frais, ont trouvé le moyen de faire l'étoffe aussi belle, avec un lac seul, et sans y ajouter de frisé, en baissant l'endroit dessus.
Ils font pour cet effet dessiner le dessein à l'ordinaire, et ne font peindre que la corde qui fait le contour des fleurs, feuilles, fruits et tiges, de même que les découpures grandes et petites, qui se trouvent dans tous ces sujets, c'est le terme ; ils font lire les parties peintes qui sont d'une seule couleur, le vide qui se trouve entre ces parties peintes, forme le dessein, pour lors la bordure des fleurs, feuilles, fruits et tiges, de même que les découpures étant tirées pour brocher la lame, l'ouvrier fait baisser trois lisses du rabat de gros - de - tours, au moyen d'une marche posée exprès pour cette opération, les trois lisses rabattant les trois quarts de la chaîne ; le quart qui demeure levé, ayant du vide par la séparation des trois quarts qui baissent, forme un liage serré, sous lequel la lame étant passée, elle fait une espèce de frisé, qui parait si peu différent de la lame ordinaire, qu'il n'est personne qui ne s'y méprenne ; et comme la lame n'est liée que par la corde, le liage ne se trouvant que d'un seul fil, au lieu de quatre, il produit le même effet que dans les étoffes à la broche. Observez que ce liage est absolument peint et lié avec les découpures et les cordes qui forment le contour des fleurs, feuilles, fruits et tiges, dont le dessein est composé.
Cette invention, à la broche près, n'est pas une des moindres de la fabrique, on peut dire même qu'elle a eu des admirateurs.
Il se fabrique des étoffes, auxquelles on a donné le nom de péruviennes, qui sont faites au bouton, qui sont légères, jolies et à bon marché.
Elles sont composées d'une chaîne de 50 à 60 portées, ourdie en deux couleurs différentes ; chaque couleur de la chaîne a un corps particulier ; les deux corps donnent lieu à deux lacs différents, lesquels se tirent successivement l'un après l'autre ; on passe un coup de la même navette sous chacun des deux lacs tirés, la couleur de la trame qui est dans la navette est différente de celle des deux chaînes, de façon que l'étoffe montre trois couleurs différentes, ce qui compose une étoffe aussi belle que le dessein peut y contribuer, et qui ne revient pas chère.
Cette étoffe n'a point de lisses pour le coup de fonds, les fils qui le forment sont passés dans les mailles ; on a soin de faire lire le fonds avec la figure, de façon qu'au moyen de la tire, l'un et l'autre se fait ensemble.
En supposant la chaîne d'une étoffe semblable de 60 portées, elle contient 4800 fils. Chaque fil doit avoir sa maille de corps, afin que le fonds puisse se faire tel qu'il est dans un taffetas ; savoir un pris et un laissé : il faudrait donc par conséquent 4800 mailles de corps et autant d'aiguilles de plomb pour faire baisser la maille quand on laisse aller le lac tiré : or dans cette étoffe 120 ou 160 aiguilles suffisent pour cette opération, et voici de quelle façon on s'y prend.
Comme les desseins de la péruvienne sont petits, ceux qui portent 30 lacs d'hauteur ont 60 lisses, savoir 30 pour chaque couleur de la chaîne, plus ou moins à proportion de la hauteur du dessein ; les lisses sont faites de façon qu'il s'en trouve toujours une plus haute que basse de deux pouces au moins quoique les mailles soient de hauteur égale. Cette précaution est nécessaire, afin que 60 ou 80 lisses ne portent que la moitié de la distance que les lisses ont ordinairement entr'elles ; chaque lisse ne porte que deux aiguilles, de façon qu'au moyen de cette façon de monter ce métier, au lieu de 4800 aiguilles, 120 ou 160 suffisent pour faire l'étoffe. Il faut observer encore que ces lisses sont faites de façon qu'il y a une distance de trente mailles chaque lisse de l'une à l'autre si le métier est de 60, et de 40 s'il est de 80, afin que chaque maille puisse se trouver régulièrement à la place du fil dans laquelle il doit être placé, pour qu'il ne soit point contrarié ; ces sortes de lisses sont appelées lisses à jour, par rapport à l'éloignement des mailles. Les lisserons sur lesquels sont montées les lisses de cette façon, n'ont pas plus d'une ligne d'épaisseur, ce qui fait que 60 lisses ne portent guère plus de trente lignes ou trois pouces, par la façon dont on vient de démontrer que les lisses étaient faites et attachées lorsqu'elles sont serrées ; mais comme dans le travail elles ont besoin d'une certaine distance pour qu'elles puissent avoir du jeu, la distance ordinaire est toujours de six pouces environ. On évite par cette façon de monter le métier, l'embarras de deux corps, sans lesquels on ne saurait faire une étoffe, quand elle est façonnée, outre les quatre premières lisses qu'on ne saurait s'épargner pour en faire le fonds.
Pour que le dessein paraisse plus long, ou ait plus de hauteur dans une étoffe de cette espèce, le dessinateur a soin de le composer de manière qu'il soit répété, c'est-à-dire, qu'on puisse revenir sur ses pas en tirant le bouton, ce qui s'appelle dessiner à retour. En conséquence au lieu de paraitre de 30 coups de hauteur dans l'étoffe de 60 lisses, il parait en avoir 60, et à proportion dans les autres.
Des fonds or guillochés. Pour l'intelligence de cette façon de faire des fonds or dont la dorure put par le liage former une espèce de guilloché, il faut examiner ce qui a été écrit sur les étoffes riches à la broche. Voyez ce qui précède. La façon de travailler les étoffes en se servant de la broche, allongeait un peu le travail, il était nécessaire de trouver un moyen qui parât à cet inconvénient et qui produisit le même effet ; pour y parvenir, on ajouta plusieurs lisses de liage et une quantité de marches équivalente à ces lisses, dont chacune doit avoir sa marche ; dans cette quantité de marches, on en choisissait deux pour former un liage droit sur la lame brochée, les autres lisses étaient disposées de façon qu'elles faisaient une certaine figure dans les dorures qu'elles liaient, néanmoins cette figure était toujours la même dans le cours du dessein, il était donc nécessaire de trouver un moyen de distribuer une façon de lier la dorure, qui fût différente dans toutes les parties que l'on voulait qui fussent liées différemment, ce qui n'aurait pas pu se faire qu'en mettant autant de lisses, et conséquemment autant de marches que les différences du guilloché en auraient exigé, ce qui, sur un dessein de dix dixaines, huit en douze, aurait exigé cent vingt lisses et autant de marches de liage.
La méthode qui a été mise en usage pour parvenir à faire des fonds or ou autres étoffes riches, dont le liage formât des guillochés différents dans les étoffes, a été celle de monter des métiers à deux corps ; savoir, un corps pour le poil, et un pour la figure : les premiers métiers ont été montés ; savoir, 200 cordes pour la figure, et 200 pour le poil, afin de ne point déranger l'ordre des 400 cordes, nombre ordinaire de la plus grande quantité des métiers. Chaque corde de rame était attachée à deux arcades, ou deux arcades étaient attachées à chaque corde de rame, pour faire tirer quatre mailles de corps, ce qui fait 800 mailles à l'ordinaire pour former la réduction qui est en usage dans la fabrique ; le second corps était attaché de même à 400 arcades, dont deux étaient attachées à chacune des 200 autres cordes de rame, ce qui faisait encore 800 mailles dans lesquelles étaient passés 800 fils de poil pour lier la dorure, de façon que l'ourdissage du poil étant de 10 portées à 80 fils chacune, le nombre de 800 fils se trouvait complet et égal à celui de la chaîne quant aux mailles de corps, le nombre des fils de chaîne étant pour ces genres d'étoffes de 40 portées doubles qui composent 3200 fils doubles qui valent autant que 6400 simples, et par conséquent 4 fils doubles chaque maille de corps, ce qui fait tous les 4 fils doubles un fil de liage, l'usage étant de passer le liage de façon, que dans toutes les étoffes façonnées, il se rencontre tous les 6, 8, 10 et 12 fils un de liage, pour que la dorure ne soit pas trop couverte. Si le liage était plus serré ou que le nombre de fils fût plus grand, attendu que la largeur de l'étoffe est la même, ils se raprocheraient davantage.
L'ouvrier en passant les fils de poil et ceux de la chaîne dans les lisses après les avoir passé dans chaque corps séparément, doit avoir un grand soin de passer les fils de poil dans les lisses, de façon que la première maille ou boucle de la lisse réponde parfaitement à la première maille du corps, la seconde à la seconde, la troisième à la troisième, la quatrième à la quatrième, pour les 4 lisses dans lesquelles on le passe ordinairement. Cette précaution est d'une nécessité indispensable, attendu que si elle n'était pas d'accord, les lisses disposées pour lever à chaque coup de navette qui fait le corps de l'étoffe, une partie du poil ; si ce poil n'était pas d'accord avec les lisses, il ferait lever quelques-uns des fils qui doivent lier la dorure, ce qui formerait une contrariété qui rendrait l'étoffe défectueuse, ainsi qu'il a été dit plusieurs fois dans les articles où il a été question du liage de toutes les dorures en général, la maxime étant que le fil qui doit lier la dorure ou la soie ne doit point lever dans les coups de navettes qui précèdent les lacs que l'on doit brocher, attendu que les lacs brochés et les coups de navettes ne forment qu'un même coup dans le travail de l'étoffe ou une même ligne horizontale sur le dessein.
On pourrait objecter que le poil pour lier étant passé dans un corps particulier, le travail de l'étoffe le faisant lever et baisser, les lisses destinées à lui donner ce mouvement devraient être inutiles. A quoi on répond, que si un poil de fil se trouvait, suivant la figure que le dessinateur donnerait à son ouvrage, 2, 3, 4, 5 dixaines et plus sans travailler, ce fil de poil paraitrait à l'envers de l'étoffe dans une pareille étendue, ce qui ferait qu'outre qu'il lâcherait plus que ceux qui travailleraient, cet envers serait ridicule et rendrait l'endroit de l'étoffe dans lequel il serait employé très-défectueux, attendu qu'il ne lierait pas comme celui qui tirerait davantage ; c'est précisément pour parer à cet inconvénient, que l'ouvrier, outre que ce poil est passé dans le corps, est encore obligé de le passer dans deux ou quatre lisses, n'importe qu'une lisse, s'il n'est passé que sur deux, ou que deux, s'il est passé sur quatre, puissent lever en croisant, et draper avec la chaîne, la lisse ou les deux levant alternativement aux coups de navette qui sont passés pour faire le corps de l'étoffe, en observant toujours, comme il a été dit, de ne pas faire lever celui qui doit lier, ce qu'il est aisé de prévoir en accordant l'armure avec la façon dont le poil est passé dans le corps.
Toutes ces étoffes riches sont montées ordinairement en gros-de-tours, attendu qu'il ne parait point de fond, ce qui fait que la chaîne pour les or est toujours de couleur aurore, et blanche pour les fonds argent, ce qui a donné lieu de parler de 40 portées doubles pour l'ourdissage, qui valent et composent 80 portées à fils simples, sur quoi il faut observer, que si on ourdissait 80 portées à fils simples, la quantité de croisés que les fils donneraient, empêcheraient à l'étoffe de se serrer, puisque dans 80 portées simples qui composent 6400, il se trouverait 3200 croisures, au lieu que dans 3200 fils doubles, il ne s'en trouve que 1600. On fait à Lyon des gros-de-tours ourdis à 60 portées simples ; mais comme dans ce nombre de 60 portées, qui composent 4800 fils séparés, il se trouve 2400 croisures, ces étoffes ne peuvent recevoir qu'une trame très-fine par rapport à ces mêmes croisures, elles ne forment qu'un simple taffetas très-mince ; cette observation est de conséquence.
Plusieurs fabriquans font aujourd'hui teindre leurs chaînes et leurs poils en blanc pour les étoffes riches, dont les plus grands sujets (terme de fabrique) ou les principales parties sont en argent ; et lorsqu'ils veulent sur la même chaîne faire des or, ils la jaunissent avec du rocou, ce qui vaut à-peu-près autant que si elle était teinte en aurore, puisque le fond de l'étoffe, quant à la chaîne, ne parait pas.
Les premières étoffes qui ont été faites dans ce goût étant montées, comme il a été dit, sur 200 cordes, le dessein ne pouvait être que très-petit, attendu que le dessinateur dans la hauteur du dessein était obligé de se conformer à la largeur ; aujourd'hui on les monte sur des 400, ce qui fait qu'il faut des cassins de 800, et les semples de même, ce qui néanmoins ne fait que 800 mailles de corps pour la chaîne, et pareille quantité pour le poil, chaque corde de rame n'ayant qu'une arcade au lieu de deux, tant pour la chaîne, que pour le poil ; de façon que le dessinateur peut s'étendre autant qu'il le juge à-propos.
Le métier disposé de la manière qu'on vient de le décrire, le dessinateur peint le liage de la façon qu'il désire qu'il soit fait, en donnant à chaque partie de dorure le guillochage qui lui convient, ce qui ne pourrait pas se faire avec la broche, parce qu'à chaque partie de dorure, il faudrait la passer ; ce qui, dans une étoffe de quatre lacs de dorure donnerait quatre passages de broche, qui vaudraient autant que quatre lacs de plus, et avec les lacs de nuance augmenterait considérablement la main-d'œuvre.
Pour lire les desseins disposés pour ce genre d'étoffe, on commence ordinairement par les 200 ou 400 cordes du poil, la liseuse prenant toutes celles qui ne sont pas marquées sur le dessein, et laissant celles qui le sont à chaque lac qu'elle prend avec son embarbe ; lorsque la liseuse a lu la partie du poil, elle fait couler son dessein sur l'escalette de 50 dixaines pour les 400, et de 25 pour les 200 ; après quoi elle lit une seconde fois les mêmes lacs en prenant les cordes qui doivent lier la dorure, ou celles qu'elle a laissé comme les autres, de façon que le même lac lié deux fois n'en forme cependant qu'un, et lorsqu'on le tire pour travailler l'étoffe, la corde que la liseuse a laissée en lisant la partie du poil demeure en bas et forme le liage, tel qu'il a été peint par le dessinateur.
Si l'invention des étoffes à la broche a paru belle ; celle-ci ne l'est pas moins : avec la broche, on pourrait la passer une ou deux fois ; mais quand il faut la passer souvent dans un lac, le travail est trop allongé, au lieu que dans celle-ci le travail se fait à l'ordinaire, et l'on n'a pas besoin de marches de liage ; il est vrai que la dépense du métier est plus considérable, mais une fois faite il y en a pour longtemps.
Les fonds or les plus riches ont été faits dans tous les temps sur des métiers montés en 600 cordes, conséquemment 600 arcades et 1200 mailles de corps, ce qui faisait une grande réduction, quoique le papier ne fût que de 10 en 10. Depuis les inventions du guillochage, on a monté des 600 à 600 mailles, ce qui semble diminuer la réduction ; mais en revanche, on fait le dessein de 8 en 14 ; ce qui faisant dans la hauteur quatre coups de plus chaque dixaine, forme une réduction équivalente ; la découpure est plus large qu'aux 400 ordinaires ; le guillochage de ces étoffes se fait par un plus grand nombre de lisses de poil, attendu que si on voulait le faire avec un double corps, il faudrait des rames et des semples de 1200 cordes de largeur ; l'on ne désespère pas cependant que dans la suite l'on n'en vienne à bout.
Il se monte actuellement à Lyon un métier qui contiendra 1600 cordes de rame, et par conséquent autant à chaque semple, il contiendra 3200 mailles de corps ; on en donnera la description quand il sera achevé. Il faut observer que l'étoffe n'aura que la largeur ordinaire, on doit penser quelle sera la réduction ; on craint qu'elle ne soit trop forte pour la dorure qui ne pourra pas se serrer, excepté qu'on ne trame extraordinairement fin, ce qui pourrait occasionner une qualité trop mince dans l'étoffe.
Pour l'intelligence de l'armure du poil des étoffes à double corps, l'on observera que dans toutes les étoffes montées sur des métiers à 400 cordes ; le cassin est composé de 8 rangs de 50 poulies chacun, pour contenir un pareil nombre de cordes ; on commence à passer les cordes de bas en haut, ou de haut en bas, n'importe, dans une poulie de chacun des 8 rangs, savoir, une corde chaque poulie ; et on continue de suite, en reprenant toujours par le même rang où l'on a commencé, jusqu'à la fin. Les planches dans lesquelles sont passées les arcades, ont également 8 trous chaque rang, pour qu'elles puissent se rapporter à ceux du cassin. Le poil, qui le plus ordinairement est passé sur quatre lisses, doit se rapporter de même aux huit mailles de corps attachées aux huit arcades, qui passent dans les huit trous de la planche, de façon que les huit premières mailles ou boucles des quatre lisses doivent faire le rang complet des huit mailles de corps, ce qui fait deux mailles ou boucles sur chacune des quatre lisses. Le fils du second rang des mailles du corps doit également correspondre à la boucle de la première lisse, et continuer de même tous les fils de poil jusqu'à la fin, de sorte que le dernier fil de poil se puisse trouver sur la dernière des quatre lisses, et le premier sur la première. Cette précision est tellement nécessaire, que si par hazard on se trompait d'un fil, il faudrait dépasser le tout, attendu la contrarieté qui se trouverait dans le fil du liage qui leverait au coup de navette, dans le temps où il faudrait que la lisse le fit baisser ; par la même raison le dessinateur doit avoir un grand soin que le point que forme son liage, soit placé de façon qu'il puisse correspondre et à l'armure du métier, et à celle du remettage, ou passage du fil dans les lisses, ce qui n'est pas difficile, lorsque le dessinateur entend un peu la fabrique ; d'ailleurs, la ligne du dessein, c'est-à-dire, celle qui est tirée horizontalement, doit se conduire pour cette opération qui est immanquable, et qui ne le gène point quant au goût qu'il veut donner à son liage guilloché.
L'ouvrier de son côté doit avoir une grande attention, quand il arme son métier, de ne faire lever que la seconde et la quatrième lisse pour passer son coup de navette, si le point du liage se trouve placé sur la première ligne du dessein, lequel point doit correspondre à la première maille du corps, conséquemment à la première boucle de la lisse ; de sorte que tous ces fils étant destinés pour le liage, ne doivent point lever le coup de navette qui sert à former le corps de l'étoffe, et à draper le poil, ainsi des autres.
Enfin le liage à double corps est si joli, que dans un même lac broché, toute la dorure, soit or lisse, soit or frisé, soit la lame or, peut être broché ou passé sans que le même liage soit égal sur aucune des parties dont le lac est composé, il en est de même de l'argent, ce qui produit une variété si surprenante, que l'étoffe parait être composée d'autant de dorures différentes, qu'il se trouve de différents liages, ce qui produit des effets si difficiles à connaître, qu'il n'est pas possible que les fabriques étrangères puissent pénétrer la cause de ces mêmes variétés qui se trouvent dans les étoffes riches des fabriques de Lyon.
Suite des étoffes dont la dorure est guillochée. Il vient de paraitre des étoffes dont la dorure est guillochée, sans qu'elle soit travaillée à la broche, ou que le métier soit monté avec un double corps, c'est-à dire, seulement un échantillon, dont l'auteur du mémoire a conduit le dessein et le montage du métier, qui est un gros-de-tour de 40 portées à fil doublé et de quatre fils doubles chaque maille de corps, sur un 400 cordes à l'ordinaire ; il est vrai qu'il n'y a qu'une dorure qui puisse être guillochée ; mais aussi cette disposition de métier est excellente pour tous les fonds or, dont une navette de lame est passée à-travers, et dans lesquels les autres dorures qui sont brochées ne sont pas d'une grande considération pour que le fabriquant les assujettisse au guillochage.
Pour fabriquer une étoffe dans ce genre, le dessinateur fait son dessein, et peint son liage d'une corde, comme il se pratique, en lui donnant la forme du guilloché qu'il lui plait, laquelle est ordinairement sur la partie principale de la dorure. Le métier étant monté, on passe le coup de fond avec la navette de soie, soit qu'elle fasse liseré ou non. Elle fait liseré si le dessinateur a peint un lac particulier en petites découpures pour figurer dans le fond, ce liséré doit être toujours de la même couleur de la chaine ; ou si elle est différente, il ne faut pas qu'elle la coupe trop.
L'on pense bien qu'au coup de fond si c'est un liseré, on ne fait point baisser de lisse de rabat, parce que pour lors, le rabat faisant baisser la moitié de la tire, ou du lac tiré, ce lac ne formerait qu'un gros-de-tours ordinaire.
Le second coup de navette que l'ouvrier passe est celui de la lame ; pour lors on tire le lac qui doit faire le guilloché, qui est formé par les cordes que le dessinateur a peintes dans les grands ou petits sujets qui composent ce lac. Ces cordes restent en bas lorsque le lac est tiré ; et suivant l'ancienne méthode, elles formeraient un liage de 4 fils doubles, dont chaque maille de corps est remplie, ce qui mangerait ou cacherait une partie de la dorure. Pour parer à cet inconvénient, l'ouvrier fait lever trois lisses du gros-de-tours, qui par ce moyen, levant trois fils doubles de chaque maille de corps qui doit lier la dorure, ne laissent qu'un fil double seulement pour la lier ; ce qui lui donne tout l'éclat dont elle est susceptible de l'invention.
Comme les parties qui ne sont pas tirées ne contiennent que le quart de la chaîne, qui n'est pas suffisant pour cacher ou enterrer totalement la lame, ces parties forment une espèce de gaze en dorure de la même lame ; mais on peut y semer quelques petites fleurs liées par la corde même de la dorure, un peu plus grosse qu'à l'ordinaire, si on broche de l'argent sur un fond lamé or, ou or sur un lamé argent, afin que la dorure qui forme la gaze dans le fond, ne transpire pas au-travers de celle qui est brochée, mais pour lors la dorure brochée ne saurait être liée par un liage guilloché.
Mais, dira-t-on, ne pourrait-on pas faire sur une dorure différente brochée, la même opération, qui se fait sur le lac sous lequel la lame est passée ? La chose n'est pas possible, en voici la raison. Les trois lisses qui lèvent pour ne laisser qu'un fil des quatre contenus dans la maille du corps, élèvent la soie qu'elles contiennent aussi haut que le lac tiré, conséquemment elles empêchent de choisir la partie de dorure différente sous laquelle doit passer l'espolin qui contient cette même dorure, on ne pense pas même qu'il soit jamais possible de surmonter cet obstacle, ce qui serait cependant d'une grande conséquence, si on pouvait le vaincre ; mais, jusqu'à présent, il n'y a que la broche ou les doubles corps qui puissent produire cette perfection.
Il ne s'est fabriqué à Lyon qu'environ 12 aunes jusqu'à ce jour, de l'étoffe faite dans ce genre ; on pense bien que dès que cette invention sera connue, il s'en fera d'autres ; mais il n'y en a encore qu'un métier de monté ; cette façon de guillocher la dorure a été suivie bien-tôt d'une autre, qui n'est pas moins belle. On a dit que les parties qui n'étaient pas tirées au coup de lame, ne contenaient que le quart de la chaîne, attendu que les trois lisses de fond que l'ouvrier faisait lever, levaient également les trois autres quarts de cette même chaîne, ce qui faisait que le fond formait par ce même quart restant une espèce de gaze. Or, comme cette figure de gaze a déjà été connue dans les tissus en lame qui se sont faits l'endroit dessus, pour la fabrication desquels on ne fait que lire le fond, et que quand il est tiré on fait baisser trois lisses du rabat, les parties qui ne sont pas tirées faisant la figure, la partie tirée ne contenant que le quart de la chaîne, la dorure qui se trouvait dessous faisant, par la dorure qu'elle contenait, une espèce de gaze, la partie qui n'était pas tirée, et qui faisait la figure, liait la dorure avec les quatre lisses de poil, ainsi qu'il se pratique, c'est-à-dire, que cette dorure qui n'aurait pas pu être liée, s'il n'y avait pas eu un poil, l'était au moyen d'une des quatre lisses de liage que l'ouvrier faisait lever successivement à chaque coup de lame qu'il passait. On a donc voulu que ce coup dont la partie forme la gaze fit une figure différente, et voici ce qui a été imaginé pour faire que cette gaze imitât parfaitement le toilé, qui ordinairement dans toutes les étoffes doit environner la figure de la lame ; puisqu'il fait le fond de l'étoffe.
On monte le métier à l'ordinaire en gros-de-tours, et on y ajoute un poil de 20 portées, ce qui fait deux fils chaque maille de corps indépendamment des 4 fils doubles de la chaîne. On fait lever la moitié du poil au coup de fond ; et au coup de lame guilloché, on fait baisser tout le poil ; de façon que ces deux fils de poil qui sont passés dans chaque maille du corps, forment un second liage, lequel avec le fil double de la lisse, qui seule reste baissée sur ce coup, fait un frisé aussi parfait, que s'il était préparé sur le rouet à filer l'or ou l'argent.
Il parait que ce n'est pas assez de dire que la lame passée, et qui se trouve liée par deux fils de poil et un de chaîne, parait être un frisé parfait ; il faut donner une explication qui établisse la certitude d'un fait aussi singulier. Il est peu de personnes qui ne sachent que le frisé or ou argent qui s'emploie dans les étoffes de fabrique, n'est autre chose qu'une espèce de cordonnet tout soie, qui se prépare et se fait sur le rouet à filer, lorsque ce cordonnet est achevé on le remet sur le rouet où on le fait couvrir par la lame comme les autres filés, après quoi on l'emploie, l'ayant levé, dans l'étoffe.
Ce frisé or ou argent n'a jamais autant de brillant que le filé uni ordinaire, attendu la quantité de soie dont il est composé, et le grain dont il est formé, ce qui fait que la lame ne saurait être couchée dessus aussi uniment que sur un filé ; cette quantité de soie, la position de la lame sur le grain, tantôt à droite, tantôt à gauche, forme cette variation qui en diminue l'éclat. Or, dans l'étoffe guillochée, dont le fond forme la gaze, et où le quart de la chaîne lie la lame, la distance qui se trouve d'un fil à l'autre sur la même lisse, qui est de trois fils doubles ou simples, est trop grande pour que cette lame ne donne pas plus de brillant qu'il n'en faut ; pour qu'elle imite un frisé, les deux fils de poil qui se trouvent ajoutés par cette nouvelle invention, lesquels sont séparés par deux fils doubles ou quatre fils simples, forment une seconde couverture qui cache une partie de la lame, le fil de chaîne qui lie la lame étant extrêmement tendu, pour que l'étoffe soit fabriquée comme il faut, la resserre de façon qu'elle forme une espèce de grain ou cordonnet qui n'ôterait pas le brillant, si les deux fils de poil qui sont à côté, dont l'un est séparé par un fil de chaîne et l'autre qui le joint, et qui ordinairement ne sont tendus qu'autant qu'il le faut pour tenir la dorure en raison, ne formaient par leur opposition vis-à-vis ou à côté celui qui est extraordinairement tendu, ce grain qui compose le véritable frisé.
La chaîne de l'étoffe est composée de 40 portées doubles, qui valent autant pour la quantité que 80 portées simples. Le poil contient 20 portées simples, ce qui fait tous les deux fils doubles un fil de poil, conséquemment deux fils de poil chaque maille de corps, puisqu'elle contient quatre fils doubles de chaîne : on comprend aisément que si le poil était destiné à lier les dorures ordinaires, qui n'ont pas autant de brillant que la lame, le liage serait trop serré, et enterrerait la dorure (c'est le terme), il n'y a donc qu'une étoffe de cette espèce qui puisse soutenir un poil autant garni, la chaîne, dans toutes les étoffes, doit être extraordinairement tendue pour qu'elle soit fabriquée comme il faut. Le poil ne doit pas être de même dans l'étoffe riche ; c'est précisément ce contraste d'extension qui donne la forme au frisé apparent de l'étoffe dont il s'agit, de laquelle il n'y a encore, au moment que l'on écrit cet ouvrage, qu'un aune de faite, laquelle a été examinée par des commissionnaires connaisseurs qui en ont ordonné sur-le-champ, attendu la différence du prix, qui est de plus de 15 liv. l'aune en or, et 10 liv. en argent, s'il fallait brocher un frisé quelque fin qu'il put être.
Il y a une observation très-importante à faire sur l'armure du métier concernant ce genre d'étoffe. On a dit que l'on faisait baisser tout le poil au coup de la navette de lame, de façon qu'il s'en trouvait un des deux qui sont passés dans la maille du corps qui joignait le quatrième fil de chaîne qui forme le guilloché, et l'autre en était séparé par un fil de chaîne d'une part, et deux de l'autre ; or comme des deux fils de poil qui lient avec celui de chaîne, il y en a un qui a levé au coup de fond, et qui baisse ensuite au coup de lame ; il faut que l'ouvrier ait une grande attention à ne pas faire lever au coup de fond le fil qui joint celui de la chaîne, mais bien celui qui en est séparé par deux fils, attendu que la contrariété qui se trouverait dans ce fil qui joindrait celui de la chaîne qui lie, lui donnant une pareille extension ayant levé et baissé au coup de fond, ou dans un même coup, ferait un grain très-inégal, ce qui rendrait l'étoffe moins parfaite. On a dit assez souvent qu'il faut faire attention dans l'armure de toutes les étoffes en général, que le fil qui doit lier la dorure, tel qu'il sait, de chaîne ou de poil, ne doit jamais lever aux coups de navette qui forment le fond, afin d'éviter cette contrariété, qui est d'une très-grande conséquence dans toutes les étoffes en général, et qui ne peut passer que dans celle-ci attendu l'effet qu'il produit.
Quoique cette armure paraisse difficile, l'ouvrier en viendra aisément à-bout en laissant la lisse de chaîne qui doit lier lorsqu'il fait lever les trois autres, celle dont le fil joint celui de poil qui n'a pas levé au coup de fond ; la chose est simple, mais nos ouvriers la plupart ne sont que des machines, même ceux qui veulent se donner pour les plus habiles.
De quelques étoffes omises dans le cours de cet ouvrage, telles que les batavia, les brocatelles, les florentines à sonnettes.
Les batavia. On fabrique à Lyon une étoffe à laquelle on a donné le nom de batavia. Cette étoffe ne représente ni le satin ni le gros-de-tours ; elle imite la serge, et dans l'armure elle se fait comme le raz-de-Saint-Maur.
Ce qui la fait distinguer de cette dernière étoffe, c'est que sa figure et son travail sont différents.
Le raz de Saint-Maur est noir ordinairement, et le batavia est de couleur différente ; il est uni, et le batavia est à carreaux.
Pour former le carreau du batavia ; toutes les cinq, six, sept et huit portées d'ourdissage, on ourdit dix ou douze fils blancs qui séparent la couleur de la chaîne, et forment une espèce de bande.
Si la distance d'une bande à l'autre est de trois pouces plus ou moins, il faut dans la fabrication tous les 3 pouces plus ou moins, passer une navette dont la trame soit blanche, aussi c'est ce qui forme le carreau.
Si la bande ourdie est de dix fils blancs, on passe dix coups de navette avec la trame blanche ; si elle est de douze, on en passe douze, et c'est ce qui forme le carreau.
La trame ordinaire doit être de la couleur de la chaîne : il s'en fait d'une couleur différente auxquelles on donne le nom de batavia changeant : mais il faut toujours les mêmes coups pour former le carreau, soit que les fils soient blancs ou d'une autre couleur, il n'importe pas. Il en est de même pour l'ourdissage par rapport aux bandes.
On fait des batavia brochés à petits bouquets détachés, chaque bouquet étant placé au milieu de chaque carreau.
La largeur du batavia est deux tiers, ou de cinq huit, ad libitum.
La quantité de portées est de quarante jusqu'à soixante, en y comprenant les fils blancs ou de couleur qui forment les bandes.
Les batavia unis sont montés avec quatre lisses dont les fils sont passés à col tors ; celles qui sont brochées, sont passées dans quatre lisses pour lever, et quatre de rabat pour donner aux fils la liberté de lever lorsqu'on tire les lacs.
Nota. On a obmis dans l'article des MOIRES, d'observer qu'il s'en fait à 40 portées triples, ce qui vaut autant que 120 portées simples. Cette façon de les monter est pour éviter la quantité de lisses, parce que ces dernières ne contiennent pas plus de mailles que si elles étaient montées à 40 portées simples ou 40 portées doubles, l'ourdissage étant de trois fils par boucle, ce qui ne fait qu'un fil quoiqu'il y en ait trois ; conséquemment trois fils chaque maille ou boucle de la lisse qui ne sont comptés que pour un.
Brocatelles. La brocatelle est une étoffe tramée de fil, destinée pour tapisserie. Elle est composée de 60 fils de chaîne, 10 portées de poil et un 20 de peigne, ce qui fait 6 fils chaque dent. Elle est montée ordinairement sur cinq lisses pour la chaîne, et trois pour le poil. Les lisses de poil qui ordinairement est de la même couleur de la chaîne, sont attachées de façon que le poil est toujours levé d'une hauteur propre à passer la navette, et ne forment qu'un rabat. L'ensuple de poil est élevée par derrière au-dessus de celui de la chaîne de manière que l'ouverture se trouve faite sans le secours de la marche. Cette façon de monter le métier est disposée ainsi, afin que chaque marche n'ait qu'une estrivière, savoir une à chacune des cinq marches pour la chaîne afin de la faire lever, et une à chacune des trois lisses de poil pour la faire baisser.
Cette façon de monter le métier fait qu'au lieu de trois lisses à coulisse pour le poil ou six lisses ordinaires, savoir trois pour le lever, et trois pour le baisser, il n'en faut que trois ordinaires ; et au lieu de trois estrivières à chaque marche de ce poil, savoir deux pour le faire lever, et une pour le faire baisser : il n'en est besoin que d'une pour le tout, la façon de tenir levé l'ensuple de poil tenant lieu de lisse pour lever le même poil.
Cette étoffe ne saurait être travaillée que des deux pieds, sans quoi il faudrait 30 marches au lieu de 8, savoir 15 pour le coup de fond, et 15 pour le coup de tire, afin que la révolution complete du cours causée par la disproportion du nombre de lisses de chaîne et de poil se trouvât complete ; au lieu que dans la façon de monter le métier, ainsi qu'il a été dit ci-devant, il n'en faut que huit.
Pour travailler cette étoffe, l'ouvrier passe un coup de fond et un coup de tire. La navette destinée pour le coup de fond est garnie d'une trame de fil toujours de la couleur de la chaîne, et celle du coup de tire est garnie de soie de la couleur dont on veut le fond.
Lorsque l'ouvrier commence à travailler, il foule du pied droit la première marche des lisses de satin, et du pied gauche celle du poil, et passe en plein la navette du fil ; c'est le premier coup de navette. Pour le second coup, il laisse aller la marche du pied droit, tient toujours le gauche sur la lisse de poil baissée, et passe la navette de soie dessous le lac qui est tiré, qui ordinairement est le fond ; la soie passée et arrêtée par la lisse qui est baissée, forme le fond de l'étoffe, de façon que ce qui n'est pas tiré en fait la figure qui est formée par un satin d'autant plus beau, qu'étant tramé de fil, il enfle davantage ; et étant à cinq lisses, il a plus de brillant.
Le second coup, l'ouvrier prend la deuxième marche de satin et la seconde de poil. Le troisième coup, la troisième de satin et la troisième de poil. Le quatrième coup, la quatrième de satin, et reprend la première de poil. Le cinquième coup, la cinquième de satin et la deuxième de poil. Le sixième, il reprend la première de satin et la troisième de poil ; et ainsi des autres.
Florentines à sonnettes. La florentine est une étoffe de soie qui se travaille au bouton, pour que l'ouvrier aille plus vite. Il n'est personne qui ne sache que de toutes les étoffes façonnées, il n'en est point qui se fabrique plus promptement que celle dont les cordages qui font lever la soie, se tirent avec le bouton. On a expliqué dans les différents articles de cet ouvrage, la façon de lire les desseins à la réduction pour les étoffes qui se travaillent avec le bouton, telles que les droguets ou autres de semblable espèce : cette façon de lire le dessein épargne une quantité de fils assez considérable, mais celle de la sonnette, non seulement épargne plus de fils ou cordes de tirage que la première, mais encore elle soulage grandement la tireuse par sa singularité.
Les desseins de florentine sont à grandes tiges et à grandes fleurs : les uns en un lac, et les plus beaux en deux ; ils portent ordinairement 40 à 50 dixaines, ce qui fait 400 boutons pour les premiers, et 500 pour les seconds en un lac ou une navette seule. Ceux qui sont en deux lacs ou à deux navettes portent le double. Il est des desseins de cette espèce qui portent jusqu'à 14 ou 1500 boutons, suivant la longueur du dessein. Ces étoffes sont presque toutes montées en 400 cordes de semple et de rame. Chaque corde de rame fait lever trois mailles de corps, ce qui fait 1200 mailles et trois répétitions, ce qui vaut autant pour la réduction ordinaire que les étoffes très-riches qui sont montées en 600 cordes à l'ordinaire, avec une arcade chaque corde ; au - lieu que dans celui - ci chaque corde tire une arcade et demie. Dans l'étoffe riche, les desseins sont sur des papiers de 10 en 10 ; et dans celle-ci, ils sont sur des 8 en 10, parce qu'elle est toute soie, et que dans l'autre la dorure empêcherait de serrer l'étoffe.
Lorsqu'il est question de lire le dessein, l'on examine dans les tiges les feuilles et les fleurs, dont la quantité de cordes qui doivent être prises peut aller à une certaine hauteur, sans qu'il y ait du changement, comme par exemple, à une dixaine ou deux de hauteur qui seront tirées sans discontinuer ; on en fait un lac qui est placé à la droite de la tireuse, et on continue de lire les petites parties jusqu'à la hauteur où la disposition du dessein oblige de changer ce premier lac pour en lire un second ; et ainsi des autres jusqu'à la fin du dessein. Quand l'étoffe est prête à être travaillée, la tireuse tire ce premier lac, et arrête le bouton tiré entre deux chevilles placées à sa droite ; dans lesquelles chevilles qui n'ont de distance de l'une à l'autre qu'autant qu'il en faut pour y placer la corde qui est arrêtée par le bouton qui est au - dessous, ce lac se trouvant tiré pendant le temps que les autres lacs qui sont legers se tirent, et que l'étoffe se fabrique jusqu'à la dixaine ou ligne transversale du dessein, où il faut changer ce premier lac qui ordinairement est le plus pesant ; lorsque le moment du changement arrive, le dernier lac tire une sonnette qui avertit du changement : pour lors la tireuse sort le lac arrêté entre les deux chevilles, et en place un autre pour continuer son travail.
Comme ces gros lacs sont placés en une seule ligne à la droite des autres boutons, il faut que les chevilles soient placées de façon que chaque bouton soit perpendiculaire aux deux chevilles dans lesquelles il doit être arrêté ; sans quoi la tire serait gênée : c'est pour cela que la planche des chevilles qui est de quatre pouces de largeur, doit être d'une longueur égale au rang des boutons qui contiennent le gros lac, cette planche est arrêtée solidement à une pièce de bois de la hauteur de l'étai du métier, où elle forme une espèce de croix, et à une distance du bouton égale à la longueur déterminée qu'il doit avoir pour tenir la soie levée à la hauteur nécessaire pour que la navette puisse passer.
Il est aisé de comprendre que cette façon de lire le dessein soulage beaucoup la tireuse, puisque dans un dessein de 50 dixaines, loin de tirer le gros lac 500 fais, elle ne le tire au plus que 50, même 25 ou 30, suivant la hauteur des cordes arrêtées ; et encore tire-t-elle ce lac seul pour le mettre entre les deux chevilles, le surplus qui n'est pas arrêté, étant les plus petites parties à tirer qui ne sauraient la fatiguer.
Il y a encore une observation très - importante à faire sur cette façon de disposer le métier.
C'est une règle, que chaque lac ou bouton doit contenir autant de cordes de tirage qu'il y a de cordes de rame à tirer. Ces cordes qui sont d'un très-beau fil retordu coutent 4 liv. 10 s. jusqu'à 100 s. la livre. Or, si le gros lac contient 100 ou 200 cordes plus ou moins ; le bouton en doit tirer autant pour une fois seulement ; s'il est poussé jusqu'à une dixaine seulement, on épargne sur 100 cordes du lac 900 cordes de moins chaque dixaine, et sur 200 cordes 1800, de trois quarts et plus de longueur chacune ; ce qui, outre cette épargne qui est considérable, dégage par cette diminution de cordes le travail qui serait beaucoup plus gêné, si le métier contenait ce millier nombreux de cordages qui est diminué par ce retranchement industrieux.
Les florentines sont montées à 8 lisses pour le satin et autant pour le rabat, ce qui fait 16 lisses égales en tout. Les chaînes sont depuis 60 jusqu'à 75 portées ; les lisses de satin sont armées à l'ordinaire, savoir, une prise et deux laissées ; celles de rabat baissent de suite ; de façon que ce qui fait figure de florentine à l'endroit de l'étoffe, fait satin à l'envers ; et ce qui fait satin à l'endroit, fait florentine à celui qui lui est opposé.
On ne se sert point de carete ordinaire pour faire lever les lisses de la florentine ; et au moyen de celle qui est en usage, on épargne une estrivière chaque marche où il en faut une pour lever la lisse de satin, et une pour faire baisser la lisse de rabat. Une estrivière seule fait tout le mouvement, au moyen d'une carete fort élevée dont les alerons sont fixés horizontalement, auxquels on attache d'un côté la lisse qui doit baisser, et de l'autre celle qui doit lever ; de façon qu'une seule estrivière attachée à la lisse de rabat faisant baisser la lisse d'un côté de même que l'aleron, lorsque l'ouvrier foule la marche, le fait lever du côté opposé ; et par conséquent la lisse qui lui est attachée. Par exemple.
Au premier aleron d'un côté est attachée la première lisse de satin du côté du corps ; et de l'autre la première lisse de rabat du côté du battant. Au deuxième, la quatrième de satin et la troisième de rabat. Au troisième, la septième lisse de satin et la troisième de rabat. Au quatrième, la deuxième lisse de satin et la quatrième de rabat. Au cinquième, la cinquième de satin et la cinquième de rabat. Au sixième, la huitième de satin et la sixième de rabat. Au septième, la troisième lisse de satin et la septième de rabat. Au huitième enfin, la sixième lisse de satin et la huitième de rabat.
L'usage est de commencer par la deuxième lisse de satin et celles de rabat comme elles sont marquées, en suivant le satin à l'ordinaire, pour éviter la contrariété qui se trouverait entre la huitième lisse de rabat et la première de satin.
Il est bon d'observer encore que les carrettes dans les florentines ne sont pas placées au-travers des estases comme dans les autres métiers. On les attache au plancher et en long, c'est-à-dire, parallèlement aux deux estases ; en sorte qu'en suivant l'ancienne méthode, il faudrait à la carete trente alerons, tandis qu'il ne lui en faut ici que huit ; il faudrait huit carquerons, au lieu qu'ici il n'y en a point ; il faudrait seize estrivières pour les huit marches, tandis qu'on n'en emploie que huit.
Machines inventées pour faciliter la fabrication des étoffes. La quantité de machines qui ont été inventées pour faciliter la fabrication de l'étoffe est considérable, attendu le peu d'utilité qui en résulte. Il en est cependant quelques - unes auxquelles on ne saurait refuser un juste applaudissement.
Telle est, par exemple, celle qui fut inventée en l'année 1717 par Jean-Baptiste Garon, fabriquant de Lyon, ou plutôt par le sieur Jurines, maître passementier. Cette machine, qui tient lieu d'une seconde tireuse, de laquelle on ne pouvait pas absolument se passer pour la fabrication des étoffes riches, ou celles dont la tire est extraordinairement pesante, ne coute aujourd'hui que 7 livres 10 sols, au lieu de 45 livres que son auteur la vendait, suivant le privilège qui lui fut accordé de la vendre seul pendant l'espace de dix années, par arrêt du conseil du mois de Mai 1718. Il est vrai qu'elle revenait à son auteur à 20, 22 livres, le surplus de son prix lui tenait lieu de récompense. Cette machine très - utîle a tellement été multipliée, qu'on ne croirait pas trop hasarder en soutenant qu'il y en a actuellement plus de dix mille à Lyon.
Après cette machine, a paru sur les rangs celle de Falcon, imaginée en 1738. Elle lui a été attribuée, quoique Basîle Bouchon en fût le premier inventeur. Cette machine, aussi inutîle qu'elle a couté de l'argent, n'est mise en pratique que par un seul fabriquant, duquel Falcon a acheté les suffrages pour la faire valoir ; elle coute à la communauté, à la ville ou à l'état environ quatre - vingt mille livres jusqu'à ce jour, en y comprenant une pension viagère de 1500 livres, dont la moitié est reversible après sa mort, sur la tête de sa femme. Cette pension a été accordée en 1748. Loin de soulager la tireuse, cette machine la fatigue extraordinairement, en ce qu'elle est obligée de travailler des pieds et des mains, au lieu que suivant l'ancienne méthode, elle travaille des mains seulement. Tous les maîtres ouvriers qui ont voulu s'en servir, en ont été tellement satisfaits, que, excepté le seul qui a vendu chèrement son suffrage à Falcon, ils ont fourni une déclaration, certifiée des maîtres gardes des ouvriers pour lors en exercice, qui contient en substance que s'ils avaient continué de s'en servir, elle les aurait tous ruinés ; cette déclaration est du mois de Janvier 1754, ensuite des ordres adressés à M. le prevôt des marchands de la ville de Lyon, par M. de Gournay, intendant du commerce, par sa lettre du mois de Décembre précédent, pour constater son utilité en conséquence d'une nouvelle demande de Falcon au conseil d'une somme de 20 mille livres de gratification, et d'une augmentation de mille livres de pension pour la rendre parfaite, comme si dans l'espace de seize années Falcon n'eut pas encore eu le temps de donner à sa machine toute la perfection dont elle devait être revêtue, eu égard aux sommes qu'il en avait reçues.
On sera sans-doute surpris que le conseil ait ordonné le payement de sommes aussi considérables, et une pension de même pour une machine aussi inutîle ; la chose n'est pas difficîle à concevoir, parce qu'en cela, comme en beaucoup d'autres choses, le conseil est souvent trompé. Quand il s'agit de statuer sur la récompense d'une machine, le ministère envoye la requête de l'inventeur au prevôt des marchands de Lyon, pour avoir son avis sur l'invention proposée ; le prevôt des marchands communique la lettre du ministre ou son préposé aux maîtres et gardes de la communauté, qui bien souvent composent avec l'inventeur ; le traité étant conclu, les maîtres et gardes donnent leur avis par écrit au prevôt des marchands, qui en conséquence envoye le sien au ministre, sur lequel la gratification est ordonnée. Falcon a reçu environ 50 mille livres depuis 1748 jusqu'en 1754, suivant ses quittances : on pense bien que toutes ces sommes ne sont pas entrées chez lui.
La machine de Falcon ne peut servir ni aux étoffes brochées, riches ou autres, ni aux étoffes courantes au bouton ; dans les premières, pour un dessein de cent douzaines seulement en dix lacs brochés comme elles se font aujourd'hui, où il faut douze mille lacs, il faudrait douze mille bandes de carton de deux pouces et demi de large, les lacs qui ordinairement sont de fil dans les métiers ordinaires, étant de carton dans celle-ci. Il faudrait en outre au moins trois mois pour monter ce métier, au lieu de quinze jours qui suffisent, même moins suivant l'ancienne méthode ; le carton revient aussi cher que le fil de lac, qui dans une étoffe brochée durera dix à douze années, et dans celle - ci il ne peut servir absolument qu'à un dessein. Quand le fil de lac est usé, il sert encore à tramer des toiles grossières destinées à faire des nappes, des essuie-mains et des draps pour coucher les tireuses et les compagnons du maître. Veuton avoir toutes les machines nécessaires pour lire le dessein et faire les lacs, 3000 livres ne seraient pas suffisantes pour en faire les frais, sans y comprendre le temps perdu pour monter le métier. Veut-on augmenter ou diminuer les cordages, il faut les machines différentes ; par conséquent les mêmes frais pour chaque métier. Veut - on faire des étoffes courantes, ou au bouton avec la même machine, on soutient hardiment qu'outre les frais différents et proportionnés à la quantité de cordages énoncés ci - dessus, un bon ouvrier ne fera pas le quart de la journée. En un mot, si la machine et toutes les autres qui y concourent est disposée pour un métier de quatre cent cordes à l'ordinaire, on ne saurait en diminuer ni en augmenter une seulement, qu'il ne faille faire les frais nécessaires et énoncés ci-dessus pour la mettre en état de travailler. Cette machine déclarée inutîle et ruineuse par les principaux membres de la communauté, a cependant été préconisée par un très-grand machiniste l'un des rédacteurs du règlement du 19 Juin 1744, puisqu'elle fait un article de ce règlement, qui permet un cinquième métier aux fabriquans qui voudront le monter suivant la mécanique de Falcon, ce qui n'a pu faire faire fortune à cette mécanique, puisqu'elle a été proscrite par ceux qui seuls sont en état de connaître son utilité. On est bien éloigné de penser que Falcon ait acheté les suffrages, et du machiniste, et des rédacteurs du règlement ; on les a cru trop délicats pour un commerce semblable.
Le conseil est aujourd'hui plus circonspect à l'égard des gratifications ; l'intendant a ordre de pulvériser tous les mécanismes nouveaux en fait de fabrique pour s'assurer de leur utilité ; c'est lui qui a soin de faire payer et de donner les ordonnances à ce sujet au lieu et place du prevôt des marchands qui en était chargé ci-devant.
On a inventé encore d'autres machines pour travailler sans tireuse ; mais elles ne sont bonnes que pour des desseins de trois ou quatre dixaines ; elles sont montées avec un cylindre, dont la circonférence se rapporte à la quantité de dixaines dont le dessein est composé, chaque ligne du dessein tant transversale que perpendiculaire contenant plus d'un demi-pouce, ce qui fait que pour un dessein de cinquante dixaines de large pour quatre cent cordes à l'ordinaire, il faudrait un cylindre de vingt - cinq pouces et plus de longueur, et pour cinquante dixaines de hauteur en huit, en dix seulement, cent vingt-cinq pouces de circonférence, ce qui ne ferait pas moins de quarante-deux pouces ou trois pieds et demi de diamètre, et encore faudrait - il que l'étoffe n'eut qu'un lac seulement : ajoutez à toutes ces inventions qu'il n'est pas possible qu'un ouvrier puisse faire seul un ouvrage, ordinairement pénible pour deux personnes, et aller aussi vite. La tireuse d'ailleurs étant utîle pendant le cours de la fabrication à beaucoup d'autres occupations toutes relatives à l'expédition de l'ouvrage, telles que celles de remonder, r'habiller les fils, changer ceux qui sont écorchés, etc. tandis que l'ouvrier est occupé à autre chose. D'où il faut conclure que toutes les mécaniques, dont le nombre est assez grand, ne sont imaginées que pour attrapper par leurs auteurs quelques sommes d'argent, ce qui les rend paresseux et débauchés tout ensemble ; il est vrai que l'ordre établi depuis quelque temps a produit un changement différent. On ne disconvient pas que les ouvriers qui se distinguent dans les inventions d'étoffes ne méritent récompense, toutefois en rendant l'étoffe publique de même que l'invention ; mais à l'égard des mécaniques pour la fabrication de l'étoffe, si on n'avait accordé que le privilège aux inventeurs tels que le sieur Garon, on aurait épargné des sommes considérables ; parce que si la mécanique est bonne, tous les ouvriers s'en serviront ; si elle ne l'est pas, elle ne mérite aucune gratification. Lorsque le privilège de dix années accordées à Garon fut expiré, on compta deux mille machines dans la fabrique, lesquelles pouvaient lui avoir procuré environ 25000 livres de bénéfice, ce qui devait être suffisant pour son indemnité.
Modele d'un métier d'étoffe fabriquant seul un damas à fleurs. Le bâtis de ce métier est de deux pieds de longueur (non compris les alongeaux), sur huit pouces de largeur ; sa hauteur est de quatorze pouces, non compris les hausses et le cassin ; toute sa hauteur est de trente-sept pouces ; les alongeaux sont de la longueur de 22 pouces 1/2.
Cette machine est posée sur un piédestal de 4 pieds 2 pouces de longueur, sur 2 pieds 3 pouces 1/2 de largeur, et 3 pieds 2 pouces de hauteur. La plus grande partie des mouvements se fait à couvert ; quelques-uns sont en dedans du piédestal.
Avant d'entrer dans la description de ces mouvements, il est à-propos de faire sentir les difficultés qui se sont trouvées dans l'exécution de ce petit modèle, et qui n'auraient pas lieu dans un grand métier.
Dans un grand métier, l'ensuple de devant est distante de celle de derrière d'environ 12 pieds, par conséquent la soie qui a beaucoup d'étendue, a aussi beaucoup de ressort et prête avec facilité ; dans un court espace, tel qu'est celui du petit métier, où la soie n'a que 2 pieds 4 pouces d'étendue, elle n'a presque aucun ressort, et casse plutôt que de prêter ; le peu de distance qui se trouve du drap aux lisses et des lisses aux maillons, forme encore une très - grande difficulté pour le jeu de la soie ; la lisse ne saurait se lever qu'avec beaucoup d'effort, n'ayant du côté du drap que 2 pouces 1/2 de distance, et du côté des maillons que 4 pouces. La tire, dont une partie de la soie est rabattue par les lisses de rabat, et cela seulement à 4 pouces de distance, se trouve extrêmement gênée, et ne peut lever qu'avec peine. Il est aisé de juger, par toutes ces difficultés, combien il a été mal-aisé de trouver des moyens qui empêchassent la soie de se casser ; et pour que l'ouverture se trouvât assez nette pour le passage de la navette, la chaîne est de 15 portées de 80 fils (elle est divisée sur cinq ensuples), ce qui revient à 100 portées dans une largeur de damas ordinaire.
L'étoffe a trois pouces de largeur entre les lisières ; le peigne a 172 dents et 7 fils par dent, ce qui ferait 1140 dents dans un peigne en largeur ordinaire ; les lisses sont au nombre de 10, 5 pour lever et 5 pour rabattre ; le grand corps est de 96 maillons, 12 et 13 fils par maillon alternativement ; le mouvement qui met en action toute la machine est placé au-dessus de la pièce sur le derrière du métier entre les deux alongeaux.
La grande roue fixée à l'essieu du premier mobîle est de 7 pouces 1/2 de diamètre et de 60 dents ; cette roue fait tourner un axe de 10 pouces de longueur par le moyen d'une autre roue où elle s'engrene, dont le diamètre est de 2 pouces 1/2 et de 20 dents, elle est fixée à l'extrémité de l'axe qui est sur la droite ; cet axe est placé tout auprès de la barre d'en-bas du métier ; et sur le même parallèle, à son autre extrémité, est fixée une roue à cheville d'un pouce 8 lignes de diamètre, et de 5 chevilles distantes les unes des autres d'un pouce ; cette roue fait tourner le tambour qui forme le dessein, y ayant pour cet effet 50 dents à chevilles sur l'extrémité de la circonférence à droite où la roue à 5 chevilles s'engraine. Ce tambour a 25 pouces de circonférence et 5 pouces de largeur ; il a 48 divisions égales d'une ligne chacune ; il est placé sur la droite du métier, vis-à-vis le cassin, au même endroit qu'occupe le tireur à un métier ordinaire. En dedans du métier, et vis-à-vis ce tambour, est un clavier composé de 48 leviers d'une ligne d'épaisseur, chacun répondant aux 48 divisions du tambour ; tous les becs de ces leviers forment entr'eux une ligne droite parallèle à l'axe du tambour, mais un peu plus élevée ; la circonférence de ce tambour est encore divisée en 50 parties égales d'un demi-pouce chacune, ce qui forme des lignes qui coupent à angle droit les autres 48 divisions ; c'est sur ces lignes que sont arrangées (suivant la disposition du dessein) les pointes qui font baisser les leviers lorsque le tambour vient à tourner.
A 3 ou 4 lignes de distance du bec des leviers, sont attachées des cordes de laiton, qui montent perpendiculairement jusqu'aux poulies du cassin ; ce cassin est double ; chaque châssis contient 48 poulies ; ces poulies ont deux diamètres, le petit de six lignes et le grand d'un pouce et demi.
Les cordes attachées par le bas aux leviers, le sont par le haut avec des allonges de soie au petit diamètre des poulies de la première chasse sur lesquelles elles roulent ; de secondes cordes sont attachées et roulent sur le grand diamètre ; de-là elles vont gagner horizontalement et parallèlement le petit diamètre des poulies de la seconde chasse. Enfin de troisiemes cordes sont attachées au grand diamètre, d'où elles tombent perpendiculairement jusqu'aux fourches où elles sont attachées ; chaque fourche fait lever deux maillons, y ayant deux répétitions au dessein ; comme les divisions de la circonférence du tambour ne sont éloignées que d'un demi-pouce, les pointes qui y sont fixées ne font baisser les leviers également que d'un demi-pouce ; mais par le moyen de différents diamètres des poulies, la corde qui répond aux maillons lève de 4 pouces 1/2.
L'on a dit ci-dessus, que la roue qui fait tourner le tambour, n'a que cinq chevilles, distantes d'un pouce les unes des autres, tandis que celles du tambour ne le sont que d'un demi ; ce qui fait que chaque dent de la roue, après avoir fait tourner le tambour d'un demi-pouce, sort de son engrenage, et décrit un autre demi-pouce, sans toucher aux chevilles du tambour, qui reste immobîle le même espace de temps qu'il vient de mettre à marcher, et qui par conséquent tient les leviers baissés, et la tire en l'air par le moyen d'un rochet qui le fixe, et l'empêche de retourner jusqu'à ce que la cheville suivante de la roue, vienne reprendre une autre cheville du tambour ; par ce moyen le lac ne change que tous les deux coups ; la même chose se pratique dans tous les damas, la navette passe deux fois sous le même lac, mais non pas sous le même pas ; les lisses changent aussi souvent que la navette passe de fais.
Sur le même axe mentionné ci-dessus, il y a encore une autre roue fixée, dont le diamètre est de 2 pouces 1/2, et de vingt dents ; cette roue s'engrene dans un pignon de dix dents, et fait tourner un second axe ; cet axe a 25 pouces de longueur, il est placé sur la même ligne et même parallèle du premier, il s'étend depuis le pilier de devant, jusques et passé celui de derrière ; il met en mouvement tout le reste de la machine, par le moyen de différentes roues qui y sont fixées, et qui communiquent à toutes les parties du métier. La première roue, qui est fixée sur cet axe, est une roue de champ de 3 pouces de diamètre, et de soixante dents ; elle s'engrene dans un pignon de douze dents ; ce pignon est fixé sur un troisième axe de 6 pouces 10 lignes de longueur ; il forme un angle droit avec le second, et passe sous la pièce tout auprès des lisses, et Ve communiquer au côté gauche du métier ; à son extrémité est fixée une platine de 2 pouces 1/2 de diamètre ; cette platine mene, par le moyen d'une vis fixée à 1 pouce de distance du centre, un va-&-vient de 5 pouces 1/2 de longueur ; ce va-&-vient se meut horizontalement, et en fait aller un autre de 6 pouces de longueur, placé perpendiculairement ; une de ses extrémités est arrêtée à la barre du métier, au-dessous du battant, à 2 pouces 1/2 de distance de la barre, il est attaché par une vis à l'extrémité de l'autre va-&-vient ; il se meut donc par le haut circulairement et par vibration égale entre l'ensuple du devant et les lisses, et décrit une courbe ; lorsqu'il Ve du côté des lisses, il pousse le battant par la barre de dessous, au côté de laquelle est une cheville qui s'accroche dans l'entaille d'un valet ; ce valet qui a une bascule, tient par ce moyen le battant arrêté, jusqu'à ce que le va-&-vient, en s'en retournant, prenne par dessous le bout de la bascule, et la fasse lever ; le battant qui se trouve pour lors dégagé et libre, vient frapper l'ouvrage ; la chasse et le coup lui est donné par le moyen d'un ressort à boudin, qui est roulé dans un barrillet ; ce barrillet est placé dans un support, sur la barre du métier ; un des bouts du ressort tient à un des pivots de la traverse du battant, où sont assujetties les épées ; ce ressort se bande à volonté, (suivant le plus ou le moins de carte que l'on veut donner à l'étoffe), par le moyen d'une vis-sans-fin, qui fait tourner une roue assujettie au barrillet. A côté de la roue de champ, et sur le même axe, est fixée une espèce de petit tambour, qui fait mouvoir un clavier composé de cinq leviers ; ce clavier est placé en dedans du métier, et vis-à-vis le tambour ; à cinq ou six lignes de distance du bec des leviers, sont attachées des cordes qui montent perpendiculairement et parallèlement jusqu'à d'autres leviers, qui sont placés au haut du métier, où elles sont aussi attachées ; à l'autre extrémité de ces leviers, sont attachées d'autres cordes, qui répondent aux cinq lisses qui doivent lever ; au bas de ces lisses sont encore d'autres cordes qui passent et roulent sous des poulies qui sont placées dans le piédestal, et vont repondre aux lisses de rabats, qui par ce moyen baissent lorsque les autres lèvent. A cinq pouces de distance du petit tambour, et sur le même axe, est fixée une roue de deux pouces de diamètre, et de trente dents ; cette roue s'engrene dans un pignon de douze dents, à côté de ce pignon, et sur le même pivot, est fixée une platine de deux pouces trois lignes de diamètre, cette platine mene, par le moyen d'une vis fixée à un pouce de distance du centre, un va-&vient de trois pouces de longueur, et lui fait par conséquent parcourir une ligne de deux pouces. Au-dessous du quartier d'ouvrage, et dans le milieu de la largeur du métier, est placée une flèche de quatre pouces et demi de longueur, et large de dix lignes par le bas ; elle se meut sur un pivot fixé à la barre du métier ; à sept lignes de distance au-dessus de ce pivot, elle a une cheville fixée, dans laquelle entre avec aisance une pièce d'acier percée à cet effet par un bout ; cette pièce a un pouce et demi de longueur, et environ deux lignes d'épaisseur ; elle peut se plier dans le milieu, par le moyen d'une charnière ; elle répond par le bas à un fort ressort, qui tire perpendiculairement et sur la même direction du pivot ; lorsque la flèche est parfaitement droite, le ressort ne tirant pas plus d'un côté que d'un autre, elle reste en cet état ; mais pour peu qu'elle soit poussée sur la droite ou sur la gauche, elle part avec rapidité du côté opposé ; son mouvement lui est donné par le moyen d'un va-&-vient, dont on vient de parler ci-dessus, qui a pour cet effet à l'extrémité opposée à celle qui est arrêtée à la platine, une ouverture en traverse, de la longueur de quinze lignes, dans laquelle entre une vis, qui est fixée à la flèche ; cette ouverture est faite afin que la flèche lorsqu'elle est mise en mouvement, puisse partir sans être arrêtée par la vis, qui a la liberté de glisser aisément dedans ; elle se meut par son extrémité circulairement, entre deux petites pièces d'acier, qui sont fixées à une tringle, contre lesquelles elle heurte, ce qui fait faire alternativement à la tringle un mouvement précipité de droite à gauche, et de gauche à droite, n'étant arrêtée sur les extrémités qu'à deux supports à pivot très-mobiles, qui répondent à deux marteaux ; les têtes de ces marteaux sont insérées dans deux coulisses, qui sont placées contre les lisses, une de chaque côté du métier ; c'est dans ces coulisses que l'on met la navette qui est chassée par le moyen de ces marteaux : chaque fois qu'elle passe, il y a un crochet qui prend la soie, et qui la couche le long du drap ; le crochet a 3 pouces 1/4 de longueur ; son mouvement est circulaire, ayant son extrémité opposée arrêtée à un pivot placé au-dessous des coulisses. A cette même extrémité, il y a un retour d'un pouce de longueur, qui forme un angle aigu. Au-dessus de la coulisse est un va-&-vient, qui glisse le long d'une petite tringle, auquel est fixée une queue qui tombe dans l'angle, et qui par ce moyen, tire et repousse le crochet. Ce va-&-vient se meut par le moyen de différents retours et cordes qui en glissant sur des poulies, aboutissent au mouvement que mène le battant. Au bout du même axe est fixé un pignon de huit dents ; ce pignon s'engrene dans une roue de deux pouces huit lignes de diamètre, et de quarante-huit dents ; le pivot de cette roue passe au-travers du pilier du métier ; à son autre extrémité est un pignon de six dents, qui s'engrene dans une roue de deux pouces quatre lignes de diamètre, et de quarante-huit dents ; cette roue est fixée à un essieu, qui passe au-travers de l'ensuple où se roule l'ouvrage ; sur le côté de cette ensuple, est fixé un rochet dont le cliquet est arrêté à la roue, ce qui donne la facilité de dérouler l'ouvrage, n'y ayant pour cela qu'à détourner une vis qui fait lever le cliquet. C'est par le moyen de ce rouage, que l'ouvrage se roule à mesure qu'il se fait.
SOIE des araignées, M. Bon, premier président de la chambre des comptes de Montpellier, et associé honoraire de la société royale des Sciences de la même ville, lut en 1709, à l'ouverture de cette académie, un mémoire sur l'emploi que l'on pouvait faire des fils dont les araignées enveloppent leurs œufs. Ces fils sont plus forts que ceux dont elles font leurs toiles ; ils ne sont pas fortement tendus sur les œufs, de sorte que la coque qu'ils forment est assez semblable aux cocons des vers-à-soie, qui ont été préparés et ramollis entre les doigts. M. Bon avait fait ramasser douze ou treize coques des araignées les plus communes dans le Languedoc, qui ont les jambes courtes, et qui se trouvent dans des lieux habités. Après les avoir battues pour en ôter la poussière, on les lava dans de l'eau tiede, et on les laissa tremper dans une eau de savon mêlée de salpêtre et d'un peu de gomme arabique ; ensuite on fit bouillir le tout à petit feu pendant deux ou trois heures ; après cette sorte de cuisson, on les lava de nouveau, on les fit sécher, et on les ramollit un peu entre les doigts. Enfin on les carda avec des cardes beaucoup plus fines que celles dont on se sert pour la soie ; par ce procedé on tira des coques d'araignées une soie d'une couleur grise assez singulière, que l'on fila aisément, et dont le fil fut plus fin et plus fort que celui de la soie ordinaire : ce fil prend toutes sortes de couleurs, et on peut en faire des étoffes. On prétendait que les araignées fourniraient plus de soie que les vers-à-soie, parce qu'elles sont plus fécondes ; une seule pond cinq ou six cent œufs, au-lieu qu'un papillon de ver-à-soie n'en fait qu'une centaine ; de sept ou huit cent araignées, il n'en meurt presque aucune dans une année ; au contraire, de cent petits vers-à-soie, il n'y en a pas quarante qui parviennent à faire leur coque, quelque précaution que l'on prenne pour les conserver : tandis que les œufs des araignées éclosent sans aucun soin, dans les mois d'Aout et de Septembre, quinze ou seize jours après qu'ils ont été pondus. Les araignées dont ils sont sortis, meurent quelque temps après, et les jeunes restent dans leur coque sans manger, pendant dix à onze mois ; lorsqu'elles en sortent, on les met dans des cornets de papier, et dans des pots que l'on couvre d'un papier percé de trous d'épingles, pour leur donner de l'air : on les nourrit avec des mouches.
Les coques des araignées rendent plus de soie à proportion de leur légèreté, que les coques de vers-à-soie ; treize onces de coques d'araignées rendent près de quatre onces de soie nette, dont il ne faut que trois onces pour faire une paire de bas des plus grands, tandis que les bas de soie ordinaires, pesent sept ou neuf onces. M. Bon fit voir à la société des Sciences de Montpellier, une paire de bas faits de soie d'araignées, qui ne pesaient que deux onces et un quart, et des mitaines qui ne pesaient qu'environ trois quarts d'once ; ces bas et ces mitaines étaient aussi forts, et presque aussi beaux que ceux qui sont faits avec de la soie ordinaire ; ils étaient d'une couleur grise, approchante du gris de souris, qui était la couleur naturelle de cette soie ; mais son lustre et son éclat avaient sans-doute été augmentés par l'eau de savon mêlée de salpetre, et d'un peu de gomme arabique.
M. Bon ayant envoyé des ouvrages de soie d'araignées à l'académie royale des Sciences de Paris, la compagnie chargea deux académiciens d'examiner la soie des araignées, pour savoir de quelle utilité elle pourrait être au public. M. de Reaumur fut nommé pour cet examen, et l'année suivante 1710, il rendit compte de son travail. M. Bon ayant fait voir que les araignées filaient dans certain temps de l'année, une soie dont on pouvait faire différents ouvrages, M. de Reaumur se proposa de rechercher les moyens de nourrir et d'élever les araignées, et ensuite de savoir si leur soie pourrait être à aussi bon marché que celle des vers-à-soie ; et au cas qu'elle fût plus chère, si on pourrait être dédommagé de quelque façon. On sait que les araignées se nourrissent de mouches ; mais toutes les mouches du royaume suffiraient à peine, pour nourrir les araignées qui seraient nécessaires pour fournir de la soie aux manufactures, et d'ailleurs comment faire pour prendre chaque jour ces mouches ? il fallait donc chercher une autre sorte de nourriture ; les araignées mangent des cloportes, des millepiés, des chenilles, des papillons ; ces insectes n'étaient guère plus aisés à trouver que des mouches ; M. de Reaumur s'avisa de leur donner des vers de terre coupés par morceaux, elles les mangèrent, et en vécurent jusqu'au temps de faire leur coque : il est facîle de ramasser autant de vers de terre qu'on en veut ; ces insectes sont extrêmement abondants dans les champs ; il faut les chercher pendant la nuit à la lumière d'une chandelle ; on en trouve en quantité dans tous les temps, excepté après les longues sécheresses. On pourrait aussi nourrir les araignées avec les plumes des jeunes oiseaux ; elles mangent la substance molle qui est à l'extrémité de leur tuyau ; on coupe cette extrémité par morceaux longs d'une ligne, ou d'une ligne et demie ; les jeunes araignées semblent préférer cette nourriture à toute autre ; les rotisseurs fourniraient beaucoup de plumes ; on pourrait aussi en arracher de temps-en-temps aux poules et aux pigeons vivants, sans leur faire de mal. On trouverait aussi d'autres moyens pour nourrir les araignées, et deja les vers et les plumes sont des nourritures plus assurées pour elles que les feuilles de meuriers pour les vers-à-soie : on n'a pas à craindre la gelée, et on en trouve dans tous les temps et dans tous les pays.
Il serait donc aisé de nourrir un grand nombre d'araignées, mais on aurait bien de la peine de les élever, ou plutôt de les loger : si on les met plusieurs ensemble dans la même boite au sortir de leurs coques, d'abord elles paraissent vivre en société ; elles travaillent plusieurs ensemble à faire une même toîle dans les premiers jours, on en voit aussi plusieurs qui mangent ensemble sur le même morceau de plume ; mais bientôt elles s'attaquent les unes les autres, et les plus grosses mangent les plus petites : en peu de temps de deux ou trois cent qui étaient dans la même boite, il n'en restait plus qu'une ou deux. C'est apparemment parce que les araignées se mangent les unes les autres, qu'il y en a si peu, en comparaison du grand nombre d'œufs qu'elles pondent ; car les frélons, les lézards, etc. ne pourraient pas en détruire un si grand nombre. Il faudrait donc, pour avoir de la soie, nourrir des araignées dans des lieux séparés, où chacune aurait sa case ; alors il faudrait bien du temps pour donner à manger à chacune en particulier. Les vers-à-soie ne demandent pas cette précaution ; d'ailleurs ils sont assez féconds puisqu'ils fournissent aujourd'hui une si grande quantité de soie en Europe ; on pourrait encore les multiplier davantage, si on le voulait. Reste à savoir si la soie des araignées est plus abondante, meilleure, ou plus belle que celle des vers.
Toutes les espèces d'araignées ne donnent pas une soie propre à être employée ; ainsi pour distinguer celles dont la soie est bonne, il est nécessaire d'avoir une idée générale des principales sortes d'araignées. M. Bon les divise en deux classes ; savoir, les araignées à jambes longues, et les araignées à jambes courtes, et il dit que ce sont les dernières qui fournissent la bonne soie. On a objecté deux choses contre cette division : il y a des araignées qui ont les jambes de longueur moyenne, c'est-là l'inconvénient des divisions méthodiques, on y rencontre toujours un terme moyen qui est équivoque ; mais ce n'est pas là le plus grand inconvénient de la division de M. Bon : on pourrait au-moins le parer en grande partie ; pour cela il suffirait de prendre une espèce d'araignée bien connue pour objet de comparaison. Le plus grand défaut est que cette division n'est pas exacte, parce que différentes espèces d'araignées vagabondes, et les grosses araignées brunes qui habitent des trous de vieux murs, n'ont point de soie quoiqu'elles aient les jambes plus courtes que la plupart de celles qui en donnent.
M. de Réaumur donne un autre moyen pour reconnaître parmi les araignées du royaume celles qui peuvent fournir de la soie : il les divise d'abord en deux genres principaux ; le premier comprend celles qui courent au loin pour chercher leur proie sans tendre de toiles. M. Homberg a donné à toutes les espèces de ce genre d'araignées le nom de vagabondes : elles ne filent guère que lorsqu'elles font la coque de leurs œufs ; quelques - unes forment cette coque en demi sphère, et la laissent collée à des pierres, ou cachée dans la terre ; d'autres font leur coque ronde comme une boule, et elles la portent toujours collée à leurs mamelons. Le tissu de toutes ces coques est très-serré, et communément de couleurs blanche ou grise : on n'en peut tirer qu'une très petite quantité de soie, qui n'est pas d'une assez bonne qualité pour être employée. Le second genre de la division de M. de Réaumur renferme toutes les araignées qui tendent des toiles, et il est sous-divisé en quatre espèces principales. La première comprend toutes les araignées qui font des toiles dont le tissu est assez serré, et qui les étendent parallèlement à l'horizon, autant qu'elles peuvent se soutenir ; telles sont les araignées domestiques, qui font leurs toiles dans les maisons, et quelques espèces d'araignées des champs, dont les toiles sont posées comme celles des araignées domestiques. Dans cette première espèce les œufs sont renfermés dans une toîle assez semblable à celle qu'elles tendent pour arrêter les mouches ; ainsi elles ne peut pas être employée. Les araignées qui habitent des trous dans les vieux murs sont de la seconde espèce ; le bord du trou est tapissé d'une toîle qui se prolonge dans l'intérieur, en forme de tuyau ; les fils dont les œufs sont enveloppés ne sont pas d'une meilleure qualité que ceux de la toile. La troisième espèce comprend les araignées dont les filets ne sont pas tissus comme une toile, mais seulement composés de différents fils tirés en tout sens. Cette espèce pourrait être sous - divisée en un grand nombre d'autres ; les unes font leur coque en portion de sphère dont les bords sont collés sur une feuille ; ces coques sont très-blanches, et d'un tissu serré ; les araignées les couvent constamment, et se laissent emporter avec la feuille sans abandonner la coque ; d'autres renferment leurs œufs dans deux ou trois petites boules rougeâtres ; elles suspendent ces boules à des fils, et les cachent avec un petit paquet de feuilles seches qu'elles suspendent aussi à des fils au-devant de la boule, et à quelque distance ; d'autres enfin font leur coque en forme de poire, et les suspendent comme une poire le serait par la queue. Toutes ces coques sont composées d'une soie trop faible pour être travaillée, excepté celles qui sont en poire ; leur soie pourrait être employée, mais il y en a si peu qu'elle ne peut être d'aucune utilité. La quatrième espèce est celle que M. Homberg donne sous le nom d'araignée des jardins, où elle est fort commune, comme dans les bois et dans les buissons ; elle renferme beaucoup d'autres espèces différentes par leur grosseur, leur figure et leur couleur. Les œufs de ces araignées sont arrangés dans les coques de façon qu'elles ont à-peu-près la figure d'une sphère aplatie. Les œufs de quelques - unes de ces araignées sont collés les uns aux autres dans la coque. La soie des coques de toutes ces araignées est d'assez bonne qualité pour être employée ; il y en a cependant quelques espèces dont la soie serait trop faible pour soutenir des métiers un peu rudes. Les premiers fils qui enveloppent les œufs sont plus tendus et plus serrés que ceux du dessus qui sont lâches comme les fils extérieurs des coques des vers-à-soie.
La soie des vers est toujours aurore ou blanche, on trouverait plus de variété dans les couleurs de la soie des araignées ; il y a du jaune, du blanc, du gris, du bleu céleste et du beau brun caffé. Les araignées dont la soie est de cette dernière couleur sont rares ; on trouve leurs coques dans des champs de genêt ; la soie en est très-forte et très-belle : les œufs sont enveloppés d'une soie brune qui est recouverte par une autre soie grise dont le tissu est plus serré que celui de la soie brune.
Les araignées qui sont nées au printemps font leurs coques aux mois d'Aout et de Septembre ; celles qui ont passé l'hiver les font dès le mois de Mai. Les fils qui composent les coques ne diffèrent de ceux des toiles que parce qu'ils sont plus forts. Un fil d'araignée n'est plus fort qu'un autre, que parce qu'il est composé d'une plus grande quantité de petits fils au sortir des mamelons. Chaque mamelon est parsemé de plusieurs petites filières, dont sort la liqueur qui forme les fils. Si on applique le doigt sur un mamelon pendant qu'on presse le ventre de l'araignée, il s'y attache plusieurs fils, que l'on allonge en le retirant : on en a compté plus de sept ou huit sur le même mamelon. Lorsque l'araignée se dispose à filer, si elle applique tous ses mamelons à-la-fais, et si elle colle chaque mamelon en entier, le fil qui en résultera sera composé d'un nombre de fils bien plus grand qu'il ne serait, si elle n'appliquait qu'un seul mamelon, ou seulement une partie de ce mamelon. Les araignées qui filent la bonne soie ont six mamelons, dont il y en a quatre qui sont fort sensibles ; les deux autres sont si petits qu'on ne peut les distinguer qu'avec une loupe.
Un fil tiré des toiles ne peut porter que deux grains sans se rompre ; les fils des coques peuvent soutenir chacun le poids d'environ trente-six grains ; mais un seul fil de coque de ver-à-soie porte jusqu'à deux gros et demi, c'est - à - dire qu'il est quatre fois plus fort que le fil d'araignée : il est aussi à - peu - près quatre fois plus gros. Ainsi en réunissant cinq fils d'araignée en un seul, ce fil composé pourrait être aussi fort qu'un fil de ver-à-soie sans être plus gros ; mais il ne serait jamais aussi lustré, parce que les fils réunis laisseraient des vides entr'eux qui ne donneraient point de reflets. Les ouvrages que l'on a faits de fils d'araignée n'ont pas eu autant de lustre que les ouvrages de soie ordinaire, parce que les fils de la soie des araignées sont si crêpés, qu'au lieu de la devider on est toujours obligé de la carder et de la filer ensuite.
Lorsqu'on emploie cette soie elle parait rendre davantage que la soie ordinaire à poids égal ; il est aisé de trouver la cause de cette différence. Un fil de soie tel que les plus fins de ceux dont on se sert pour coudre, est composé d'environ 200 fils simples tels qu'on les tire de la coque. Pour qu'un fil fait de soie d'araignée soit aussi fort que ce fil à coudre, il faut qu'il soit composé de 36000 fils simples pareils à ceux des toiles ; car en supposant qu'il n'y ait que deux mamelons qui fournissent chacun un fil simple pour composer un fil propre à faire la toîle des araignées, ce fil, quoique composé de deux fils simples, est cependant dix-huit fois plus faible que le fil de la coque, comme on l'a déjà Ve par l'expérience rapportée plus haut : ainsi il faudra au-moins trente-six fils simples, tels qu'ils sortent des mamelons, pour faire un fil de coque ; de plus le fil de coque étant quatre fois plus faible qu'un fil de soie ordinaire, il faudra réunir 90 fils de coque, c'est-à-dire, selon notre supposition, 180 fils simples pour faire un fil de soie d'araignée aussi fort qu'un fil de coque de soie ordinaire : par conséquent s'il faut 200 de ces fils de soie ordinaire pour faire un fil à coudre, il faudra 36000 fils simples d'araignées pour faire un fil aussi fort que le fil à coudre. Il est impossible de réunir cette prodigieuse quantité de fils de façon qu'ils ne laissent entr'eux plus de vide qu'il n'y en a dans le fil de soie ordinaire : c'est pourquoi les ouvrages de soie d'araignée doivent être beaucoup plus épais que ceux de soie ordinaire pour qu'ils puissent avoir autant de force : ainsi la soie des araignées ne rend pas plus pour la force que la soie ordinaire quoiqu'elle rende plus pour le volume.
Les coques des vers-à-soie les plus fortes pesent 4 grains et les plus faibles plus de trois grains, de sorte qu'il faut au-moins 2304 vers pour faire une livre de soie de seize onces. Les coques d'araignées les plus grosses pesent environ un grain ; ainsi il faut quatre grosses araignées pour donner autant de soie qu'un seul ver. De plus il y a un grand déchet dans les coques des araignées, elles sont remplies des coques des œufs et autres ordures ; ce déchet est de plus des deux tiers du poids. M. Bon avoue que de treize onces de soie d'araignée sale, il n'en retira que quatre onces de soie nette : ainsi douze araignées ne donneront pas plus de soie qu'un seul ver. D'ailleurs s'il y a des araignées mâles et des araignées femelles, et si on suppose que le nombre des mâles égale celui des femelles, comme il n'y aura que les femelles qui puissent donner des coques, il faudra vingt araignées tant mâles que femelles pour donner autant de soie qu'un seul ver, et par conséquent 55296 araignées ne produiront qu'une livre de soie, encore faudra-t-il qu'elles soient des plus grosses de ce pays ; car douze araignées qui ne seraient que d'une grosseur médiocre, par exemple, de celles que l'on trouve dans les jardins, donneront beaucoup moins de soie ; il en faudrait 663552 pour en avoir une livre : enfin, il faudrait nourrir séparément toutes ces araignées, et donner à chacun un espace assez grand pour qu'elle y put tendre sa toile. Tous ces inconvénients rassemblés rendront la soie des araignées beaucoup plus chère que celle des vers. Au reste, on pourrait peut-être les prévenir. Si on avait des araignées beaucoup plus grosses que les nôtres, elles donneraient plus de soie ; on en trouverait dans les pays étrangers, surtout en Amérique, et il y a lieu d'espérer de les élever ici aussi facilement que les vers-à-soie qui ont été apportés de fort loin. Quoiqu'il en sait, c'était beaucoup de découvrir que la soie des araignées fût d'assez bonne qualité pour être employée dans les manufactures. M. Bon l'a prouvé clairement en montrant au public des ouvrages faits avec cette soie. Mémoires de l'académie royale des Sciences, année 1710, examen de la soie des araignées, par M. de Réaumur, page 386.
SOIE (Chimie, Pharm. Mat. méd.) la nature chimique de la soie est spécialement exposée à l'article SUBSTANCE ANIMALE. Voyez cet article.
Quelques pharmocologistes ont compté la soie crue donnée en substance, et sans avoir éprouvé le feu chimique parmi les cordiaux : et ils ont estimé cette vertu par celle du sel volatil qu'on en retire par la violence du feu. C'est la même erreur que celle qui a érigé la corne de cerf et la vipere en sudorifiques, voyez VIPERE et l'article PRINCIPE (Chimie) ; la soie n'est point cordiale, la soie n'a point de vertu médicamenteuse.
On a employé en Pharmacie, l'alkali volatil et l'huîle empyreumatique de soie. Le premier principe entre, par exemple, dans les gouttes d'Angleterre céphaliques ou gouttes de Goddard. A la bonne-heure, car ce produit de l'analyse animale a des vertus médicamenteuses très-réelles et très-énergiques : mais il faut qu'on se souvienne que l'alkali volatil de soie n'a absolument que les propriétés médicinales connues des alkalis volatils animaux.
La cendre de soie est comptée parmi les remèdes mondificatifs ; c'est un pauvre remède et qui est aussi fort peu usité. (b)
SOIE, (Coutelier) c'est la queue d'une lame de couteau de table ; la soie est séparée de la lame par la moitié.
SOIE, en terme de Vergettier ; c'est le poil dont les sangliers ou les porcs sont couverts. On tire beaucoup de soie de sanglier de Moscovie, d'Allemagne, de Lorraine, de Danemarck, etc.
SOIE
- Détails
- Écrit par Auteur anonyme
- Catégorie parente: Logique
- Catégorie : Grammaire & Histoire naturelle
- Affichages : 3664
- Vous êtes ici :
-
Accueil

-
Logique
-
Grammaire & Histoire naturelle
- SOIE